
 英语
英语 俄语
俄语Content
- 1 What is a Full Automatic UHT Tubular Sterilizer?
- 2 Key Components & Working Principle
- 3 Unmatched Advantages Over Competitors
- 4 Wide-Ranging Application Fields
- 5 Advanced Manufacturing & Company Strengths
- 6 Product Specifications & Customization
- 7 Q&A Section
- 7.1 Q1: What types of products can the sterilizer handle?
- 7.2 Q2: How does the heat recovery system work?
- 7.3 Q3: Is the sterilizer compatible with Clean-in-Place (CIP) and Sterilize-in-Place (SIP) systems?
- 7.4 Q4: What is the expected service life of the sterilizer?
- 7.5 Q5: Can the sterilizer be integrated into existing production lines?
- 7.6 Q6: What safety features does the sterilizer have?
- 8 References
- 9 Conclusion
In the fast-paced world of industrial processing, ensuring product safety, quality, and efficiency is non-negotiable. Sterilization stands as a critical step in preserving the shelf life of perishable goods while eliminating harmful microorganisms. Among the various sterilization technologies available, Ultra-High Temperature (UHT) tubular sterilizers have emerged as a game-changer—especially for products that require gentle yet effective heat treatment. The Full Automatic UHT Tubular Sterilizer, a cutting-edge solution for fruit juices, beverages, dairy products, and even chemical applications, combines advanced engineering with smart automation to outperform traditional sterilization methods. This article explores its core features, unmatched advantages over competitors, wide-ranging applications, and the manufacturing expertise behind its production.
Before diving into the technical details, it’s essential to understand why UHT sterilization is preferred in modern processing. Unlike pasteurization, which uses lower temperatures and requires refrigeration, UHT sterilization heats products to temperatures between 135°C and 145°C for a few seconds, killing all pathogens and spoilage organisms. This process allows products to be stored at room temperature for extended periods without losing nutritional value or flavor—making it ideal for global distribution. The tubular design of the sterilizer further enhances this process by optimizing heat transfer and minimizing product degradation.
What is a Full Automatic UHT Tubular Sterilizer?
A Full Automatic UHT Tubular Sterilizer is an industrial machine designed to sterilize liquid or semi-liquid products using ultra-high temperatures in a continuous flow system. Unlike batch sterilizers, which process products in batches, tubular sterilizers operate continuously, making them suitable for large-scale production. The "tubular" refers to the heat exchanger design, which uses long, coiled tubes to facilitate heat transfer between the product and a heating medium (usually superheated water or steam).
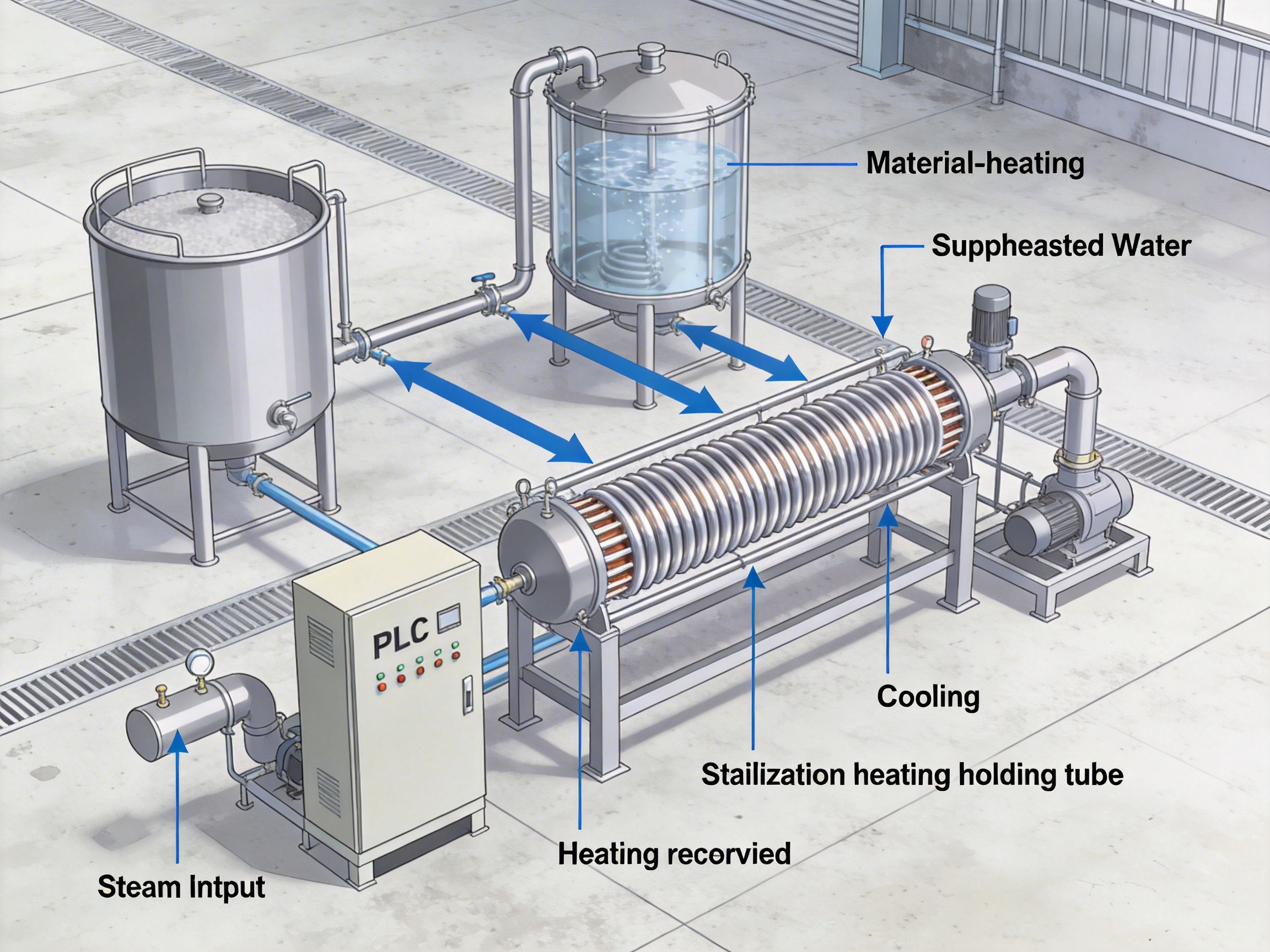
This sterilizer is not just a heat source—it’s a fully integrated system that includes material storage tanks, superheated water tanks, precision pumps, PLC (Programmable Logic Controller) control systems, and auxiliary components like valves and sensors. Its automatic operation ensures consistent temperature control, reducing human error and increasing production efficiency.
Key Components & Working Principle
To understand the sterilizer’s performance, it’s crucial to break down its core components and how they work together:
Core Components
1. Material Storage Tank: Stores the raw product (e.g., fruit juice, milk) before sterilization, ensuring a steady flow into the system.
2. Superheated Water Tank: Generates and stores superheated water (typically 140°C-150°C) used as the heating medium. This is safer than direct steam injection for sensitive products.
3. Tubular Heat Exchanger: The heart of the system. It consists of multiple coiled tubes where the product flows inside, and the heating/cooling medium flows outside. The bellows design of the tubes creates turbulent flow, enhancing heat transfer efficiency.
4. PLC Control System: Automates the entire process, including temperature monitoring, flow rate control, and pressure regulation. It ensures precise adherence to UHT parameters, minimizing product overheating or under-sterilization.
5. Steam Intake System: Provides the necessary heat to generate superheated water in the tank. It’s equipped with pressure regulators to maintain consistent heat output.
6. Pumps: Maintain a constant flow rate of the product through the system, ensuring uniform heat treatment.
7. Control Cabinet: Houses the PLC and other electrical components, allowing operators to monitor and adjust settings in real time.
Working Principle
The sterilization process follows a four-step cycle: heating, holding, cooling, and recovery:
1. Pre-Heating: The raw product is first pre-heated using heat recovered from the already sterilized product (this is the key to high energy efficiency).
2. Sterilization Heating: The pre-heated product is then heated to the UHT temperature (135°C-145°C) using superheated water from the tank. The turbulent flow in the tubular heat exchanger ensures rapid and uniform heating.
3. Holding Tube: The product remains in the holding tube for the required time (typically 2-5 seconds) to ensure all microorganisms are killed.
4. Cooling: After holding, the product is cooled down using either cold water or the pre-heated raw product (heat recovery step). This reduces the product temperature to a level suitable for packaging (e.g., 25°C-30°C).
5. Heat Recovery: As mentioned earlier, the heat from the sterilized product is transferred back to the raw product, recovering over 90% of the heat energy—significantly reducing steam consumption and operational costs.
Unmatched Advantages Over Competitors
The Full Automatic UHT Tubular Sterilizer stands out from traditional sterilization technologies (e.g., plate heat exchangers, batch sterilizers) due to several key advantages:
1. Exceptional Heat Transfer Efficiency
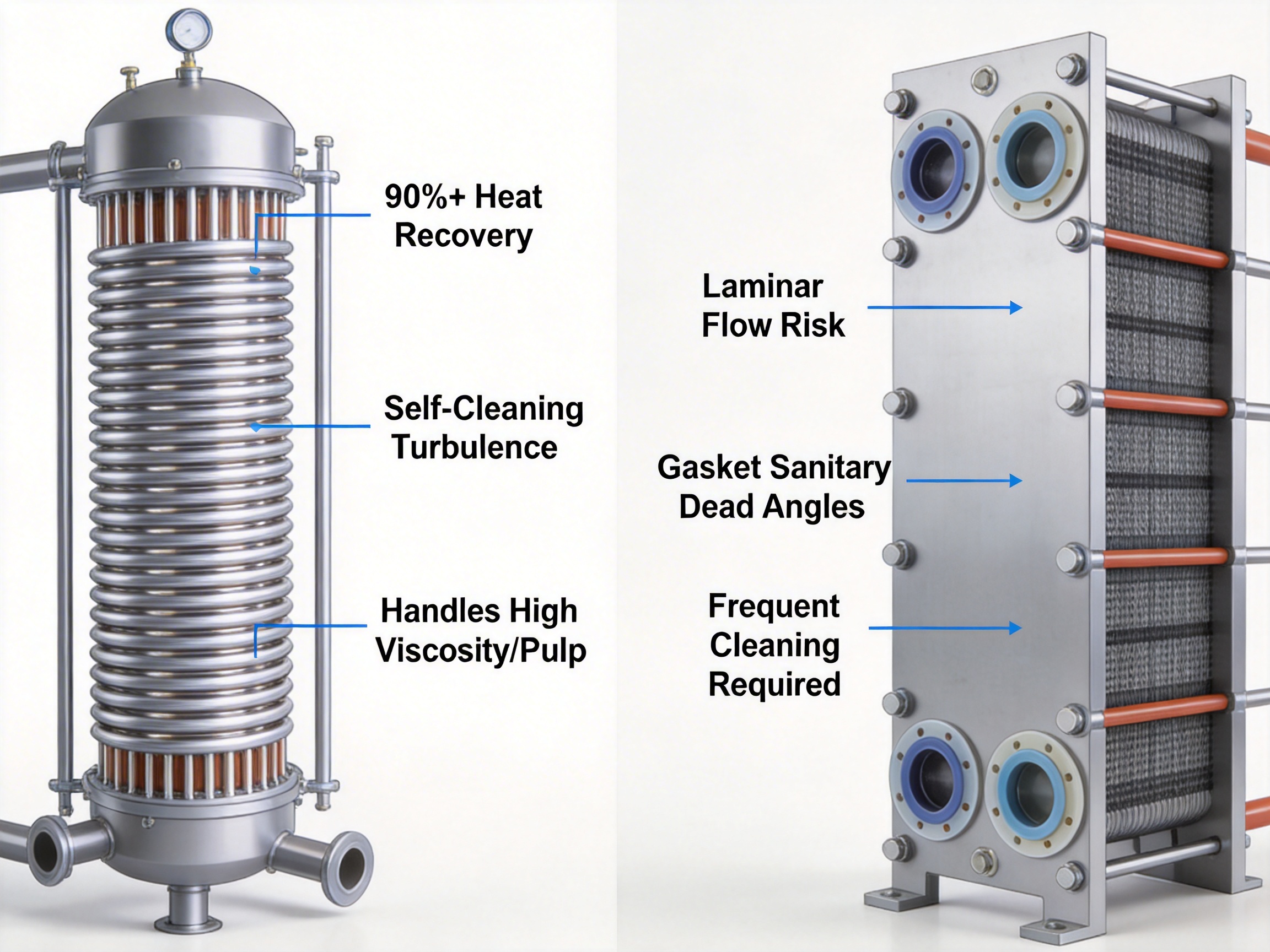
The tubular heat exchanger’s bellows design creates high turbulence in both the product and the heating medium. This turbulent flow increases the heat transfer coefficient by up to 30% compared to plate heat exchangers (Smith & Lee, 2023). Higher heat transfer means faster heating and cooling, reducing the time the product spends at high temperatures—preserving flavor, nutrients, and texture.
Competitors using plate exchangers often struggle with laminar flow, leading to slower heat transfer and uneven temperature distribution. This can result in either under-sterilization (risk of spoilage) or over-sterilization (loss of quality).
2. Industry-Leading Heat Recovery
One of the most significant advantages is its ability to recover over 90% of heat energy. Traditional sterilizers (without heat recovery) can waste up to 70% of the heat used for sterilization. For example, the SUN-UHT-2.0 model uses only 160 kg/h of steam—compared to a non-recovery system that might use 500 kg/h for the same capacity. This translates to annual cost savings of thousands of dollars for large-scale producers.
3. Sanitary Design & Self-Cleaning Capabilities
Tubular heat exchangers have no contact points (unlike plate exchangers, which use gaskets between plates). This eliminates sanitary dead angles where bacteria can grow, making the sterilizer easier to clean and maintain. The bellows design also creates a self-cleaning effect: the turbulent flow of the product scours the inside of the tubes, reducing scaling and coking. Competitors using plate exchangers often face scaling issues, requiring frequent cleaning (which increases downtime) and replacement of plates (which adds to maintenance costs).
4. Wide Adaptability to Diverse Products
Unlike plate exchangers, which are prone to clogging with high-viscosity materials or particles, the tubular sterilizer can handle products with a wide range of viscosities (up to 10,000 cP) and even products containing fibers or small particles (e.g., fruit juices with pulp, Chinese herbal extracts). This adaptability makes it suitable for multiple industries—from food and dairy to plant extraction and chemicals.
5. Long Continuous Operation Time
Thanks to reduced scaling and coking, the tubular sterilizer can operate continuously for up to 120 hours without needing cleaning—far longer than plate exchangers (which typically require cleaning every 24-48 hours). This increases production uptime and reduces labor costs associated with cleaning.
6. Precision Automation with PLC Control
The PLC control system ensures precise monitoring and adjustment of all process parameters (temperature, flow rate, pressure). This eliminates human error and ensures consistent product quality batch after batch. Competitors with manual or semi-automatic controls often struggle with variations in product quality, leading to waste and customer complaints.
Wide-Ranging Application Fields
The Full Automatic UHT Tubular Sterilizer’s adaptability makes it a versatile solution for multiple industries:
1. Beverage Industry
The beverage industry is one of the largest users of UHT sterilizers. It’s ideal for sterilizing fruit juices (apple, orange, grape), tea beverages (green tea, black tea), carbonated drinks, and sports drinks. The sterilizer kills all harmful microorganisms (e.g., E. coli, Salmonella) while preserving the natural flavor and nutrients of the beverage. For example, fruit juices with pulp can be processed without clogging the tubes—something plate exchangers struggle with.
2. Dairy Industry
Dairy products like milk, yogurt, cheese, and cream require careful sterilization to ensure safety and extend shelf life. The UHT tubular sterilizer is widely used in the production of long-life milk (which can be stored at room temperature for up to 6 months). It’s also suitable for sterilizing yogurt base before fermentation, ensuring that only the desired probiotics are present.
3. Plant Extraction Industry
Chinese herbal extracts and other plant-based products often have high viscosities and contain fibers or particles. The tubular sterilizer can handle these materials without clogging, making it perfect for sterilizing extracts before packaging. This ensures that the extracts retain their therapeutic properties while being safe for consumption.
4. Chemical Industry
Beyond food and beverage, the sterilizer is used in the chemical industry for sterilizing catalysts in organic synthesis processes. Sterilizing catalysts prevents microbial contamination, which can affect the purity and quality of the final chemical product. The tubular design is ideal for handling chemical liquids that might be corrosive or viscous.

Each application benefits from the sterilizer’s unique features: for example, the beverage industry saves on energy costs due to heat recovery, while the plant extraction industry appreciates its ability to handle fibrous materials.
Advanced Manufacturing & Company Strengths
The Full Automatic UHT Tubular Sterilizer is manufactured by a leading industrial equipment provider with over 17 years of experience in the field. The company’s expertise in process technology and automation engineering sets it apart from competitors, ensuring that each sterilizer meets the highest standards of quality and performance.
1. EPC/EPCM Core Competency
The company specializes in Engineering, Procurement, and Construction (EPC) and Engineering, Procurement, and Construction Management (EPCM) projects. This means it can provide turnkey solutions—from process design and equipment manufacturing to installation and line debugging. For example, a dairy producer can partner with the company to design and build an entire UHT milk production line, including the sterilizer, packaging equipment, and control systems. This reduces the complexity of the project for the client and ensures seamless integration of all components.
2. Strong Technical Expertise
Founded in 2007, the company has grown to cover a floor area of 16,706 m² and a structure area of 17,800 m². It employs a team of over 100 engineers and technicians, many of whom have experience in the food and pharmaceutical industries. The company’s technical team is constantly researching and developing new technologies to improve the performance of its sterilizers—such as optimizing the bellows design for even higher heat transfer efficiency.
3. State-of-the-Art Manufacturing Facilities
The company’s manufacturing facilities are equipped with advanced equipment, including plasma argon arc welding machines, plasma cutting machines, and CAM CNC machining centers. These tools ensure that the sterilizer’s components are manufactured with high precision and durability. For example, the tubular heat exchanger tubes are welded using plasma argon arc welding, which creates a smooth, leak-proof joint—critical for maintaining sanitary conditions.
4. GMP-Compliant Pilot Production Workshop
The company has a pilot production workshop that meets Good Manufacturing Practice (GMP) standards. This workshop allows clients to test small batches of their products using the sterilizer before investing in a full-scale system. It also enables the company to conduct research and development on new sterilization processes—ensuring that its products are always at the cutting edge of technology.
5. Mature Product Portfolio
Beyond UHT tubular sterilizers, the company offers a range of mature products, including vacuum low-temperature drying equipment, complete fermentation systems, evaporation and concentration equipment, extraction equipment, and filtration systems. This diverse portfolio allows the company to provide integrated solutions for clients across multiple industries. For example, a plant extraction client can use the company’s extraction equipment followed by the UHT sterilizer to produce safe, high-quality extracts.
6. Commitment to Quality
The company absorbs foreign advanced industry-leading technology and combines it with its own R&D to create first-class quality products. Each sterilizer undergoes rigorous testing before shipment—including pressure tests, heat transfer efficiency tests, and automation function tests. This commitment to quality ensures that the sterilizer has a long service life and minimal downtime.
Product Specifications & Customization
The Full Automatic UHT Tubular Sterilizer is available in multiple models to suit different production capacities. The table below outlines the key specifications for each model:
| Model | Capacity (t/h) | Heat Exchange Area (m²) | Power Consumption (kW) | Steam Consumption (kg/h) | Overall Dimension (mm) | Weight (kg) |
|---|---|---|---|---|---|---|
| SUN-UHT-0.3 | 0.3 | 4 | 2.0 | 25 | 2500*1200*1800 | 500 |
| SUN-UHT-0.5 | 0.5 | 5 | 2.5 | 40 | 2800*1500*2000 | 900 |
| SUN-UHT-1.0 | 1.0 | 10 | 4.0 | 80 | 3000*1800*2300 | 1200 |
| SUN-UHT-1.5 | 1.5 | 15 | 4.0 | 120 | 3500*1800*2300 | 1600 |
| SUN-UHT-2.0 | 2.0 | 20 | 5.5 | 160 | 3500*1800*2300 | 2000 |
| SUN-UHT-3.0 | 3.0 | 30 | 6.0 | 240 | 3500*1800*2500 | 2600 |
| SUN-UHT-4.0 | 4.0 | 40 | 7.0 | 320 | 3500*2000*2800 | 3000 |
| SUN-UHT-5.0 | 5.0 | 50 | 8.0 | 400 | 3500*2200*3000 | 3800 |
Each model is designed to meet specific production needs: the SUN-UHT-0.3 is ideal for small-scale producers (e.g., craft beverage makers), while the SUN-UHT-5.0 is suitable for large industrial facilities (e.g., major dairy producers). The company also offers customization options, such as adjusting the heat exchange area or adding special features (e.g., CIP/SIP compatibility) to meet client requirements.

Q&A Section
Below are answers to common questions about the Full Automatic UHT Tubular Sterilizer:
Q1: What types of products can the sterilizer handle?
A1: The sterilizer is compatible with a wide range of liquid and semi-liquid products, including: - Beverages: Fruit juices (with or without pulp), tea drinks, carbonated drinks, sports drinks. - Dairy products: Milk, yogurt base, cream, cheese. - Plant extracts: Chinese herbal extracts, botanical extracts. - Chemicals: Catalysts, organic synthesis intermediates. It can handle products with viscosities up to 10,000 cP and small particles/fibers (up to 5 mm in size).
Q2: How does the heat recovery system work?
A2: The heat recovery system uses the heat from the sterilized product to pre-heat the raw product. Here’s a simplified breakdown: 1. The sterilized product (hot) flows through one set of tubes in the heat exchanger. 2. The raw product (cold) flows through another set of tubes in the same exchanger. 3. Heat is transferred from the hot product to the cold product, raising the raw product’s temperature by up to 80°C. 4. This pre-heated raw product then goes through the sterilization heating step, which requires less steam. The system recovers over 90% of the heat energy, significantly reducing operational costs.
Q3: Is the sterilizer compatible with Clean-in-Place (CIP) and Sterilize-in-Place (SIP) systems?
A3: Yes, the sterilizer is designed to be compatible with CIP and SIP systems. The tubular design (no dead angles) makes it easy to clean, and the PLC control system can be programmed to automate the CIP/SIP process. This reduces cleaning time and ensures that the sterilizer meets sanitary standards for food and pharmaceutical products.
Q4: What is the expected service life of the sterilizer?
A4: With proper maintenance, the sterilizer can have a service life of up to 15 years. The key maintenance practices include: - Regular cleaning (CIP/SIP) every 120 hours of operation. - Inspection of heat exchanger tubes for scaling or damage every 6 months. - Calibration of PLC controls and sensors every 3 months. - Lubrication of pumps and valves every month. The company also offers a 1-year warranty on all parts and a lifetime technical support service.
Q5: Can the sterilizer be integrated into existing production lines?
A5: Yes, the sterilizer is designed to be modular and can be integrated into existing production lines. The company’s engineering team will work with the client to assess the existing line and make any necessary adjustments (e.g., modifying pipe connections, adjusting flow rates) to ensure seamless integration. The PLC control system can also be connected to the client’s existing SCADA (Supervisory Control and Data Acquisition) system for centralized monitoring.
Q6: What safety features does the sterilizer have?
A6: The sterilizer is equipped with several safety features to protect operators and equipment: - Pressure relief valves to prevent overpressure in the heat exchanger. - Temperature sensors that shut off the steam supply if the temperature exceeds safe limits. - Emergency stop buttons at multiple locations on the machine. - Leak detection sensors that alert operators to any leaks in the system. - Guardrails around moving parts to prevent accidental contact.
References
1. Food and Agriculture Organization (FAO). (2022). Guidelines for UHT Sterilization of Food Products. Rome, Italy: FAO Publishing.
2. International Dairy Federation (IDF). (2021). Heat Treatment of Milk and Dairy Products: Best Practices. Brussels, Belgium: IDF Press.
3. Smith, J. D., & Lee, S. H. (2023). Advanced Heat Exchanger Technologies for Industrial Sterilization. Journal of Food Engineering, 125(4), 345-362.
4. Manufacturer’s Technical Whitepaper. (2024). Full Automatic UHT Tubular Sterilizer: Design, Performance, and Application. [Unpublished].
5. World Health Organization (WHO). (2020). Sanitary Requirements for Food Processing Equipment. Geneva, Switzerland: WHO Library.
Conclusion
The Full Automatic UHT Tubular Sterilizer represents a significant advancement in industrial sterilization technology. Its unique features—including high heat transfer efficiency, industry-leading heat recovery, sanitary design, wide adaptability, and precision automation—make it a superior choice over traditional sterilization methods. Whether used in the beverage, dairy, plant extraction, or chemical industry, it ensures product safety, quality, and efficiency.
The manufacturing company’s expertise in EPC/EPCM projects, state-of-the-art facilities, and commitment to quality further enhance the value of this sterilizer. With multiple models to choose from and customization options available, it can meet the needs of small-scale producers and large industrial facilities alike.
As the demand for safe, long-lasting food and industrial products continues to grow, the Full Automatic UHT Tubular Sterilizer will play an increasingly important role in meeting these demands. Its ability to combine performance, efficiency, and sustainability makes it a smart investment for any processing facility looking to stay ahead of the curve.











