
 英语
英语 俄语
俄语Content
The global demand for natural products—from herbal medicines to functional foods—has surged in recent decades, driven by growing consumer preference for plant-based, sustainable solutions. However, traditional extraction methods, such as batch processing, often fall short in meeting the industry’s need for efficiency, quality, and environmental responsibility. Enter continuous countercurrent extraction (CCE) equipment: a game-changing technology that redefines how natural products are extracted from plant materials. This article explores the core features, competitive advantages, and manufacturing excellence behind this innovative equipment, as well as its scalability across pilot, small, medium, and large-scale operations.
What is Continuous Countercurrent Extraction Equipment?
Continuous countercurrent extraction equipment is an integrated system designed to extract active compounds from plant materials using a dynamic, continuous process. Unlike batch methods, which involve sequential loading, extraction, and unloading of materials, CCE operates in a steady state, where solvent and plant material flow in opposite directions—hence the term “countercurrent.” This design ensures that the solvent is always in contact with the freshest plant material, maximizing extraction efficiency and yield.
Core Working Principle
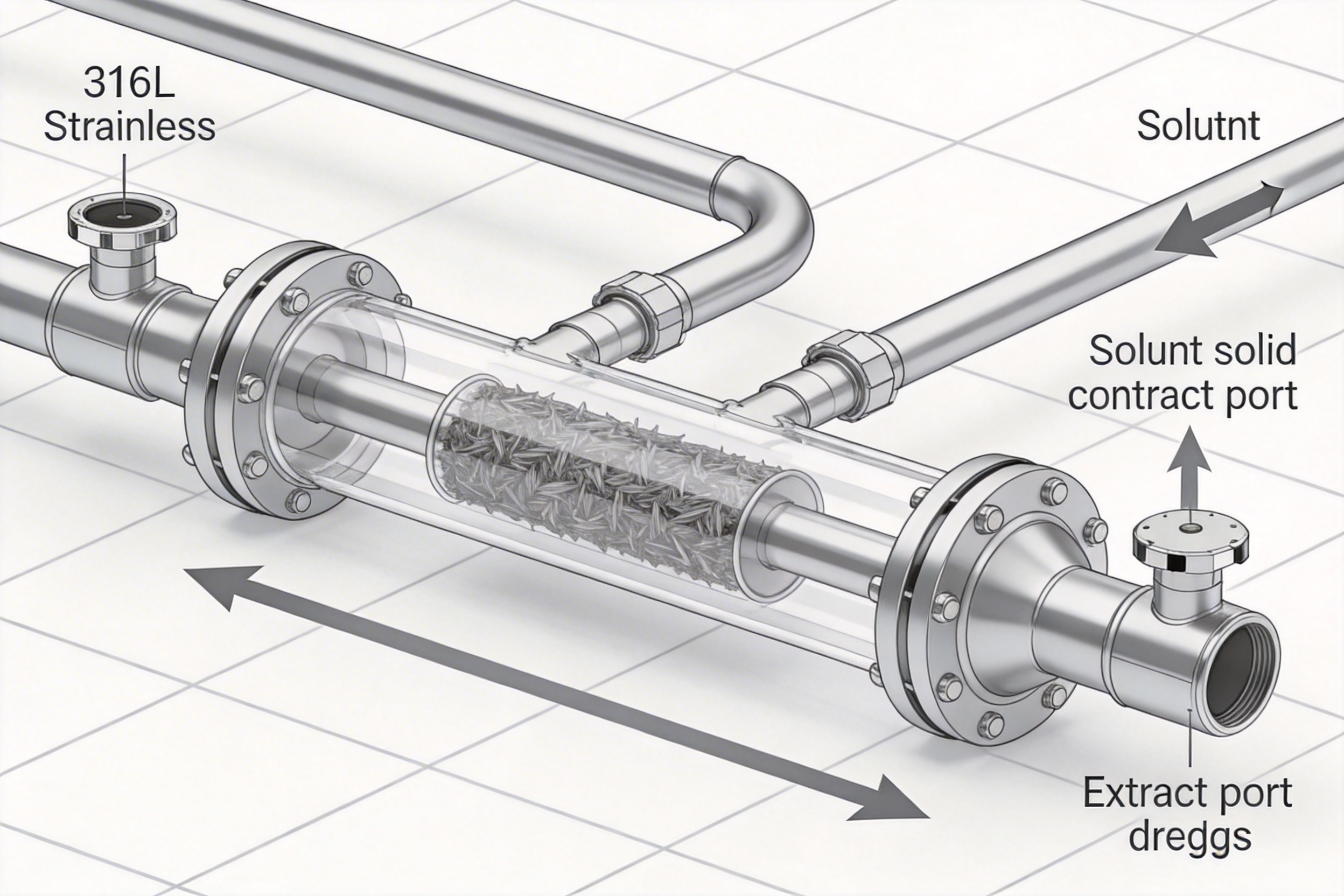
At the heart of CCE equipment is a series of interconnected extraction pipes. Plant material is fed into one end of the pipe system, while extraction solvent is introduced at the opposite end. As the material moves slowly through the pipes (often via gravity or mechanical transport), it comes into contact with the solvent, which flows in the reverse direction. This countercurrent flow ensures that the solvent is continuously exposed to plant material with the highest concentration of unextracted compounds, while the material is exposed to fresh solvent as it progresses through the system. The result is a more complete extraction of active ingredients compared to batch methods, where solvent becomes saturated over time.
The process also includes auxiliary systems that control key parameters: solvent flow rate, temperature, mixing intensity, and dregs separation. These systems work in tandem to maintain optimal extraction conditions, ensuring consistent quality and yield across the entire operation.
Key Advantages Over Traditional Extraction Methods
Traditional extraction methods—such as batch maceration, Soxhlet extraction, or ultrasonic batch extraction—have long been used in the natural products industry, but they suffer from several limitations. CCE equipment addresses these shortcomings with a range of competitive advantages:
Efficiency & Yield Boost
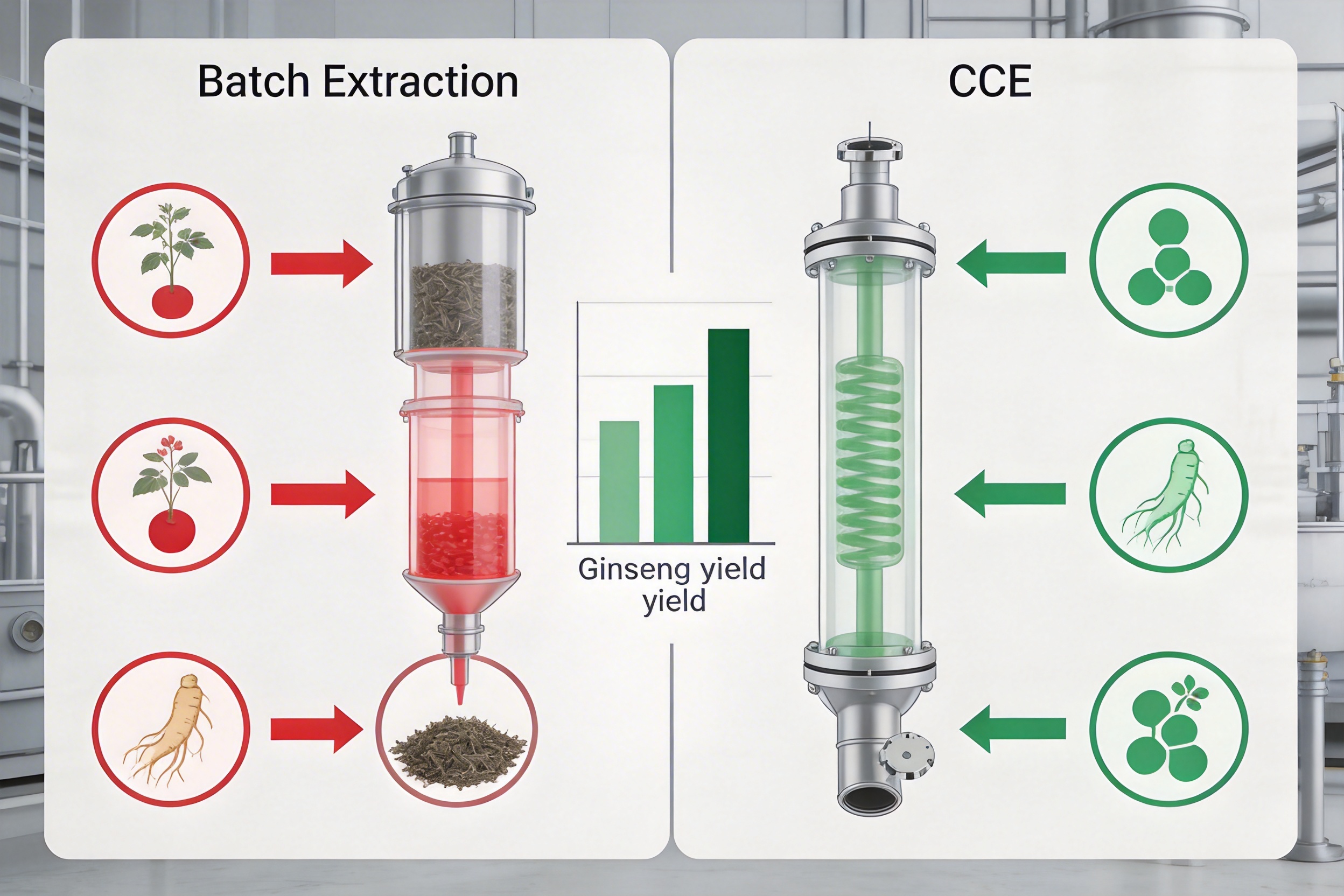
One of the most significant advantages of CCE is its ability to increase extraction yield while reducing processing time. In batch extraction, the solvent becomes saturated with extracted compounds, leading to diminishing returns as the process progresses. In contrast, CCE’s countercurrent flow ensures that the solvent is always at a lower concentration relative to the plant material, driving mass transfer and maximizing the amount of active ingredients extracted. Studies have shown that CCE can increase yield by 15–30% compared to batch methods for many plant materials, including herbs like ginseng, astragalus, and green tea.
Additionally, CCE operates continuously, eliminating the downtime associated with batch loading, unloading, and cleaning. This continuous operation translates to higher throughput: a medium-scale CCE unit can process several hundred kilograms of plant material per day, whereas a comparable batch system may only handle a fraction of that volume.
Solvent Reduction & Cost Savings
Batch extraction often requires large volumes of solvent to ensure complete extraction, leading to higher material costs and increased waste disposal challenges. CCE reduces solvent usage by up to 40% due to its efficient mass transfer. The countercurrent flow ensures that the solvent is reused multiple times before being discarded, minimizing both cost and environmental impact. For example, a batch extraction of 100 kg of ginseng may require 500 liters of ethanol, while a CCE unit can achieve the same yield with just 300 liters—saving both money and reducing the amount of solvent waste needing treatment.
Temperature Control & Quality Preservation
Many active compounds in plant materials are heat-sensitive, such as volatile oils, flavonoids, and alkaloids. Traditional batch extraction often uses high temperatures to speed up the process, which can degrade these sensitive compounds, leading to lower-quality products. CCE equipment features precise temperature control systems that maintain extraction temperatures below 60°C (often lower for volatile solvents), preserving the integrity of heat-sensitive ingredients. This ensures that the final extract retains its therapeutic or functional properties, making it more valuable for pharmaceutical and food applications.
Energy Efficiency & Environmental Sustainability
Batch extraction systems consume significant energy for heating, cooling, and agitation. CCE reduces energy consumption by up to 30% through several mechanisms: first, the continuous process eliminates the need to heat and cool the system repeatedly between batches; second, the efficient solvent usage reduces the energy required for solvent recovery; third, the modular design of auxiliary systems allows for targeted energy use (e.g., heating only the necessary sections of the extraction pipes). Additionally, CCE minimizes environmental pollution from dregs: the dregs processing system includes a wringing machine and drying unit that recover residual solvent, while the dried dregs can be repurposed as animal feed or fertilizer, reducing waste.
Scalability for All Operations
CCE equipment is highly scalable, making it suitable for everything from pilot-scale research to large-scale industrial production. Pilot units are used by R&D teams to test extraction parameters for new plant materials, while large-scale units can handle tons of plant material per day. This scalability allows companies to transition seamlessly from lab-scale development to commercial production without needing to reconfigure their extraction process—saving time and resources.
Advanced Manufacturing & Design Features
The effectiveness of CCE equipment depends on its design and manufacturing quality. Leading manufacturers integrate cutting-edge technologies and materials to create systems that are reliable, efficient, and easy to operate. Key design features include:
Mechanical-Electrical Integration
Modern CCE equipment is a fully integrated mechanical-electrical system, combining robust mechanical components with advanced electronic controls. The main body consists of extraction pipes made from high-grade stainless steel (316L), which is corrosion-resistant and compliant with food and pharmaceutical industry standards (GMP). The pipes are designed with smooth internal surfaces to prevent material buildup and ensure easy cleaning. Mechanical components include feeders (for plant material), dregs discharge systems (for removing spent material), and liquor drainage devices (for collecting the extract). These components are engineered for durability and low maintenance, reducing downtime and operational costs.
Modular Auxiliary Systems
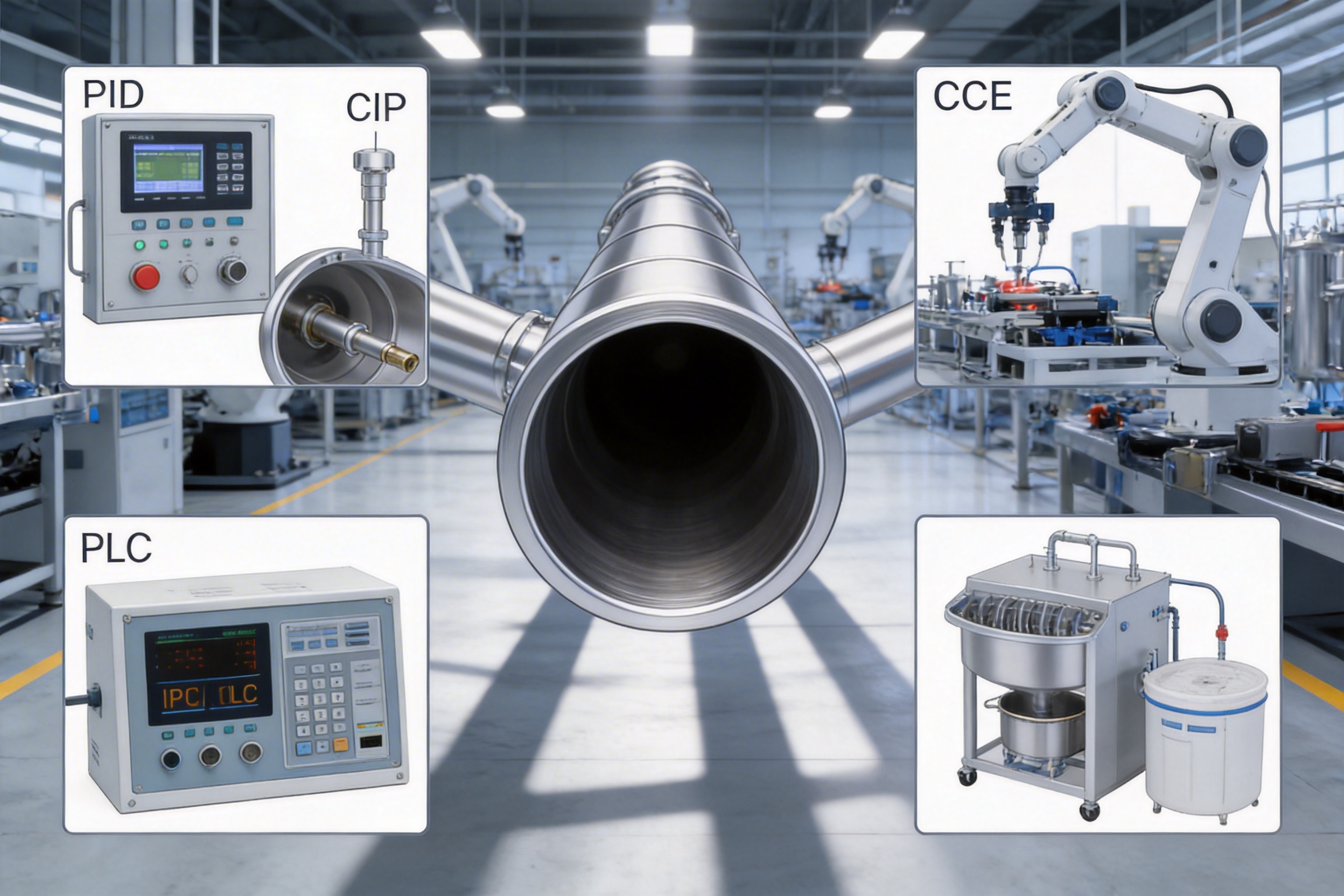
CCE equipment includes a range of modular auxiliary systems that can be customized to meet specific extraction needs: - Material Feeding System: Handles plant leaves, pollen, and other materials with precise control over feed rate, ensuring consistent extraction. - Solvent Flow & Temperature Control System: Maintains optimal solvent flow rate and temperature, using PID controllers for precise adjustments. - Heating & Heat Preservation System: Uses electric heaters or steam jackets to maintain extraction temperature, with insulation to minimize heat loss. - Mixing System: Ensures uniform contact between plant material and solvent, using gentle agitation to avoid damaging sensitive compounds. - Separation System: Separates the extract from dregs using filtration or centrifugation, ensuring high-purity extracts. - Dregs Processing System: Includes a wringing machine (to recover residual solvent), drying machine (to reduce dregs moisture content), and solvent recovery condenser (to recycle solvent from dregs). - Online Flushing System: Automatically cleans the extraction pipes and components between batches or during operation, reducing manual cleaning time and risk of cross-contamination. - Control System: Uses centralized operation with options for full-automatic or semi-automatic control. Control systems can be based on IPC (Industrial Personal Computer), PLC (Programmable Logic Controller), or a combination of both, allowing for remote monitoring and data logging.
Customizable Control Systems
One of the key strengths of modern CCE equipment is its customizable control system. Manufacturers offer a range of control options to suit different user needs: - Semi-Automatic Control: Ideal for small-scale operations, this system requires manual input for some parameters but automates key processes like solvent flow and temperature control. - Full-Automatic Control: For large-scale operations, this system uses PLC or IPC to automate all processes, including material feeding, extraction, dregs discharge, and solvent recovery. It also includes data logging and reporting features, which are essential for compliance with pharmaceutical regulations (e.g., GMP). - Remote Monitoring: Some advanced systems allow users to monitor and control the extraction process from a remote location, using cloud-based software. This is particularly useful for multi-site operations or for users who need to oversee the process from off-site locations.
Compliance with Industry Standards
Leading CCE equipment manufacturers design their systems to comply with international industry standards, including GMP (Good Manufacturing Practice) for pharmaceuticals, FDA regulations for food and drug products, and ISO 9001 for quality management. This compliance ensures that the equipment can be used in regulated industries, such as pharmaceutical production, without additional modifications. Compliance is achieved through: - Use of food-grade materials (316L stainless steel, FDA-approved seals). - Design of cleanable components (CIP—Clean-in-Place systems). - Documentation of manufacturing processes and quality control. - Validation of equipment performance for specific extraction applications.
Company's Strengths in Producing This Equipment
The success of CCE equipment depends not only on its design but also on the manufacturer’s expertise in engineering, R&D, and project management. A leading manufacturer in this field combines EPC/EPCM (Engineering, Procurement, Construction/Engineering, Procurement, Construction Management) capabilities with advanced manufacturing infrastructure to deliver high-quality, customized solutions.
EPC/EPCM Expertise
EPC/EPCM is a core strength of the manufacturer, allowing it to provide turnkey solutions for natural product extraction projects. This means the manufacturer handles everything from process design and equipment manufacturing to installation, commissioning, and training. For example, a pharmaceutical company looking to set up a new plant extraction facility can rely on the manufacturer to: - Design the entire extraction process (including CCE equipment, solvent recovery, and dregs processing). - Procure all necessary components and materials. - Install and commission the equipment. - Train the client’s staff on operation and maintenance. - Provide ongoing support and maintenance services.
This turnkey approach saves the client time and resources, as they don’t need to coordinate with multiple vendors. It also ensures that the entire system is optimized for performance and compliance.
R&D & Technological Innovation
The manufacturer invests heavily in R&D to improve CCE equipment and develop new extraction technologies. Key R&D initiatives include: - Optimization of Extraction Parameters: Using computational fluid dynamics (CFD) to model solvent flow and mass transfer in extraction pipes, leading to more efficient designs. - Development of New Materials: Testing new materials for extraction pipes and components to improve corrosion resistance and reduce maintenance costs. - Integration of Smart Technologies: Adding IoT (Internet of Things) sensors to CCE equipment to enable real-time monitoring and predictive maintenance. - Collaboration with Research Institutions: Partnering with universities and research centers to develop new extraction methods for emerging plant materials (e.g., algae, medicinal mushrooms).
The manufacturer also absorbs foreign advanced technology and adapts it to local needs, ensuring that its equipment is at the forefront of global extraction technology.
Manufacturing Infrastructure
The manufacturer has a state-of-the-art manufacturing facility with advanced equipment and processes. Key infrastructure includes: - Pilot Production Workshop: A GMP-compliant pilot workshop that allows the manufacturer to test new equipment designs and validate extraction processes for clients. This workshop is equipped with small-scale CCE units, solvent recovery systems, and analytical equipment (e.g., HPLC—High-Performance Liquid Chromatography) to measure extract quality. - Production Lines: Full-scale production lines for manufacturing CCE equipment components, including extraction pipes, feeders, and control systems. These lines use advanced machinery such as plasma argon arc welding machines (for high-quality welds), plasma cutting machines (for precise component cutting), and CAM CNC machining centers (for custom component manufacturing). - Quality Control Laboratory: A dedicated lab that tests all components and finished equipment for compliance with industry standards. Tests include material analysis (e.g., stainless steel purity), pressure testing (for extraction pipes), and performance testing (for control systems).
Pilot Production & Validation Capabilities
The manufacturer’s pilot production workshop is a key asset for clients who need to validate extraction processes before scaling up to commercial production. The workshop offers: - Custom Extraction Trials: Clients can send their plant materials to the workshop for testing with small-scale CCE units. The manufacturer’s R&D team adjusts parameters (solvent type, temperature, flow rate) to optimize yield and quality. - Process Validation: The workshop provides documentation of extraction processes, including yield data, extract quality analysis, and compliance with regulatory standards. This documentation is essential for clients seeking regulatory approval for their products. - Training for Clients: The workshop also offers training for clients’ staff on operating small-scale CCE units, allowing them to gain hands-on experience before using large-scale equipment.
Turnkey Project Support
In addition to manufacturing CCE equipment, the manufacturer provides full turnkey project support. This includes: - Feasibility Studies: Assessing the technical and economic feasibility of a new extraction project, including cost estimates, yield projections, and regulatory compliance analysis. - Process Design: Developing a detailed process flow diagram (PFD) and piping & instrumentation diagram (P&ID) for the extraction facility. - Equipment Installation: Installing and commissioning CCE equipment and auxiliary systems, ensuring that all components are properly connected and calibrated. - Commissioning & Qualification: Conducting commissioning and qualification activities (IQ—Installation Qualification, OQ—Operational Qualification, PQ—Performance Qualification) to ensure that the equipment meets regulatory requirements. - After-Sales Support: Providing ongoing maintenance, spare parts, and technical support for the equipment. The manufacturer also offers remote troubleshooting services to minimize downtime.
Product Specifications & Scalability
CCE equipment is available in a range of models to suit different extraction needs, from pilot-scale research to large-scale industrial production. The following table summarizes the key specifications of the manufacturer’s CCE models:
| Model Category | Model Number | Extraction Pipe Inner Diameter (mm) | Extraction Pipe Total Length (m) | Total Extraction Volume (L) | Extraction Capacity (kg/h) |
|---|---|---|---|---|---|
| Pilot Scale | SNT100-1 | 100 | 2.5 | 17 | 1~3 |
| Pilot Scale | SNT100-2 | 100 | 5 | 34 | 2~6 |
| Pilot Scale | SNT200-1 | 200 | 5 | 150 | 9~27 |
| Pilot Scale | SNT200-2 | 200 | 10 | 300 | 18~54 |
| Small Scale | SNT300-1 | 300 | 10 | 693 | 42~125 |
| Small Scale | SNT300-2 | 300 | 15 | 1040 | 62~187 |
| Small Scale | SNT400-1 | 400 | 10 | 1231 | 74~222 |
| Small Scale | SNT400-2 | 400 | 15 | 1847 | 111~332 |
| Small Scale | SNT400-3 | 400 | 20 | 2462 | 148~443 |
| Medium Scale | SNT500-1 | 500 | 15 | 2852 | 171~513 |
| Medium Scale | SNT500-2 | 500 | 20 | 3803 | 228~684 |
| Medium Scale | SNT500-3 | 500 | 25 | 4753 | 285~856 |
| Medium Scale | SNT600-1 | 600 | 15 | 4051 | 243~729 |
| Medium Scale | SNT600-2 | 600 | 20 | 5402 | 324~972 |
| Medium Scale | SNT600-3 | 600 | 25 | 6752 | 405~1215 |
| Medium Scale | SNT600-4 | 600 | 30 | 8102 | 486~1458 |
| Large Scale | SNT800-1 | 800 | 20 | 9656 | 579~1738 |
| Large Scale | SNT800-2 | 800 | 25 | 12070 | 724~2173 |
| Large Scale | SNT800-3 | 800 | 30 | 14484 | 869~2607 |
| Large Scale | SNT800-4 | 800 | 35 | 16898 | 1014~3042 |
| Large Scale | SNT1000-1 | 1000 | 25 | 18569 | 1114~3342 |
| Large Scale | SNT1000-2 | 1000 | 30 | 22283 | 1337~4011 |
| Large Scale | SNT1000-3 | 1000 | 35 | 25997 | 1560~4679 |
| Large Scale | SNT1000-4 | 1000 | 40 | 29710 | 1783~5348 |
| Large Scale | SNT1200-1 | 1200 | 30 | 32650 | 1959~5877 |
| Large Scale | SNT1200-2 | 1200 | 35 | 38092 | 2286~6857 |
| Large Scale | SNT1200-3 | 1200 | 40 | 43533 | 2612~7836 |

Pilot to Large-Scale Applications
The range of models allows the manufacturer to serve a diverse set of clients: - Pilot Scale: Models like SNT100-1 and SNT200-1 are ideal for R&D teams in universities, pharmaceutical companies, and contract research organizations (CROs). These units are compact, easy to operate, and allow for quick testing of new plant materials and extraction parameters. - Small Scale: Models like SNT300-1 and SNT400-1 are suitable for small-scale production facilities, such as craft herbal medicine producers or specialty food manufacturers. These units can process several hundred kilograms of plant material per day, making them ideal for niche markets. - Medium Scale: Models like SNT500-1 and SNT600-1 are designed for mid-sized production facilities, such as regional pharmaceutical companies or functional food manufacturers. These units can process several tons of plant material per day, meeting the demand for larger markets. - Large Scale: Models like SNT800-1 and SNT1200-3 are intended for large-scale industrial production, such as global pharmaceutical companies or major food manufacturers. These units can process tens of tons of plant material per day, ensuring high throughput and consistent quality.
Q&A Section
The following Q&A addresses common questions about continuous countercurrent extraction equipment:
Common Questions About Continuous Countercurrent Extraction Equipment
Q1: How does continuous countercurrent extraction differ from batch extraction?
A: Batch extraction involves sequential loading of plant material and solvent, extraction for a fixed time, and then unloading. In contrast, CCE operates continuously: plant material and solvent flow in opposite directions, ensuring that the solvent is always in contact with fresh plant material. This leads to higher yield, lower solvent usage, and continuous operation (no downtime between batches).
Q2: What solvents are compatible with CCE equipment?
A: CCE equipment is compatible with a wide range of solvents, including water, ethanol, methanol, hexane, and other organic solvents. The equipment’s design (corrosion-resistant materials, precise temperature control) allows for safe use of volatile solvents, such as ethanol, which are commonly used in herbal medicine extraction.
Q3: Can CCE equipment handle volatile organic solvents?
A: Yes. The equipment includes a solvent recovery system that captures and recycles volatile solvents from the extract and dregs. This reduces solvent waste and ensures compliance with environmental regulations. The temperature control system also allows for low-temperature extraction, which minimizes solvent evaporation.
Q4: Is the equipment customizable for specific plant materials?
A: Yes. The manufacturer’s R&D team can customize the equipment’s design and parameters to suit specific plant materials. For example, for fibrous plant materials (like bamboo or cotton), the equipment can be modified with a special feeder to handle the material. For heat-sensitive plant materials (like lavender), the temperature control system can be adjusted to maintain lower extraction temperatures.
Q5: What after-sales support is available?
A: The manufacturer provides comprehensive after-sales support, including: - Maintenance services (regular inspections, component replacement). - Spare parts supply (original components for all models). - Remote troubleshooting (using IoT-enabled control systems). - On-site training (for new operators). - Warranty coverage (1 year for most components, with extended warranty options).
Q6: Does the equipment comply with GMP standards?
A: Yes. The equipment is designed and manufactured to comply with GMP standards for pharmaceuticals. This includes the use of food-grade materials (316L stainless steel), cleanable components (CIP systems), and documentation of manufacturing processes and quality control. The manufacturer also provides validation services (IQ, OQ, PQ) to ensure compliance with regulatory requirements.
References
The following references provide additional information on continuous countercurrent extraction and natural product extraction technologies:
- World Health Organization (WHO). (2020). Guidelines for Herbal Medicines. Geneva: WHO Press.
- Journal of Natural Products. (2021). Special Issue: Advances in Extraction Technologies for Natural Products. Vol. 84, No. 12.
- Industrial & Engineering Chemistry Research. (2019). “Continuous Countercurrent Extraction: A Review of Applications in Herbal Medicine Production.” Vol. 58, No. 35.
- European Directorate for the Quality of Medicines & HealthCare (EDQM). (2022). European Pharmacopoeia 11.0. Strasbourg: EDQM.
- Food and Drug Administration (FDA). (2021). Guidance for Industry: Botanical Drug Products. Silver Spring, MD: FDA.
Conclusion
Continuous countercurrent extraction equipment represents a significant advancement in natural product extraction technology. Its ability to increase yield, reduce solvent usage, preserve product quality, and scale from pilot to large-scale operations makes it an ideal solution for the growing natural products industry. Leading manufacturers combine advanced design, EPC/EPCM expertise, and R&D innovation to deliver high-quality, customized equipment that meets the needs of pharmaceutical, food, and cosmetic companies. As the demand for natural products continues to grow, CCE equipment will play an increasingly important role in ensuring efficient, sustainable, and compliant extraction processes.











