
 英语
英语 俄语
俄语Content
- 1 Understanding the Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator
- 2 Working Principle of the Evaporator
- 3 Key Advantages Over Competitors
- 4 Advanced Manufacturing Processes & Company Strengths
- 5 Real-World Applications Across Industries
- 6 Technical Specifications
- 7 Frequently Asked Questions (FAQs)
- 8 References
- 9 Conclusion
In the dynamic landscape of liquid processing across food, pharmaceutical, chemical, and biotech sectors, efficient concentration of solutions is a cornerstone of production. Among the array of evaporation technologies, the Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator emerges as a versatile solution, particularly for handling viscous, easily crystallizable, or particulate-containing materials that challenge conventional equipment. This article explores its core features, working principles, competitive advantages, real-world applications, and the manufacturing excellence that underpins its performance.
Understanding the Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator
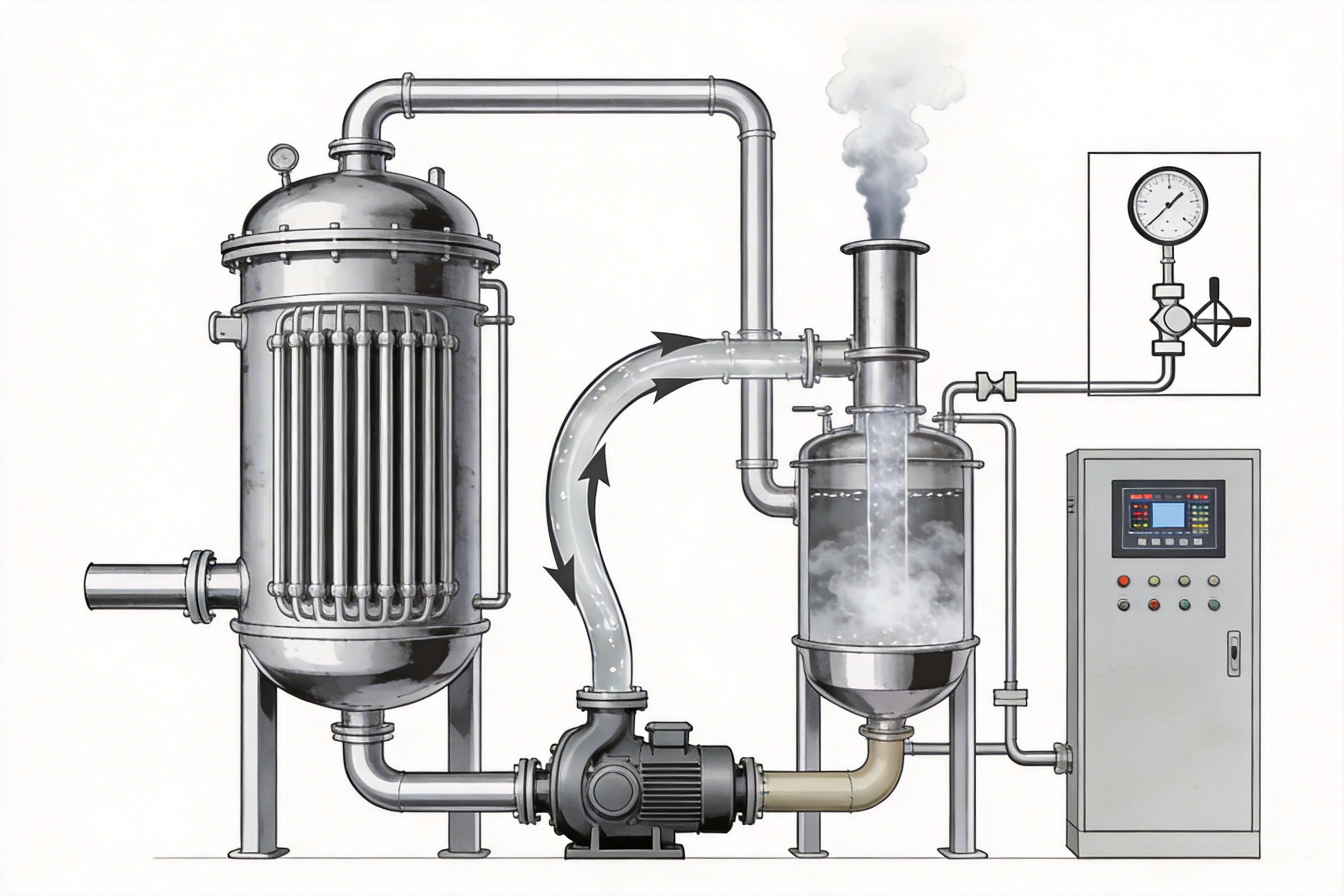
The Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator is a specialized device designed to concentrate liquid materials through a synergy of single-effect evaporation and forced circulation. Unlike multi-effect systems that rely on multiple heat-recovery stages, this model uses a single evaporation unit—balancing simplicity with performance for targeted use cases.
Core Components Explained
To grasp its functionality, it’s critical to break down its key components:
Heating Chamber: Houses a bundle of heating tubes where material flows at high speed, heated by steam in the shell side. This design ensures efficient heat transfer without material stagnation.
Circulation Pump: The system’s heart, propelling material through heating tubes at 1.5–3 m/s. This high velocity prevents coking, crystallization blockage, and ensures uniform heat distribution.
Evaporation Chamber: Where heated material undergoes flash evaporation under vacuum. Secondary steam is removed, while concentrated material recirculates for further processing.
Vacuum System: Maintains low pressure to lower the material’s boiling point, reducing energy use and preserving heat-sensitive compounds (e.g., fruit juices, pharmaceutical extracts).
Control Panel: A user-friendly interface monitoring temperature, pressure, flow rate, and concentration—ensuring consistent, compliant performance.
Working Principle of the Evaporator
The evaporator operates in a closed-loop cycle optimized for efficiency and material integrity:
1. Material Inlet: Feed material (e.g., fruit juice, chemical solution) enters the circulation loop.
2. Forced Circulation: The pump drives material through heating tubes at high speed, minimizing residence time on hot surfaces.
3. Heating: Material is heated by steam in the shell side, reaching just below its atmospheric boiling point.
4. Flash Evaporation: Heated material enters the vacuum chamber, where reduced pressure triggers evaporation. Secondary steam is removed, and concentrated material recirculates.
5. Concentration Cycle: The process repeats until the material reaches the desired concentration.
6. Product Outlet: Concentrated material is discharged, while secondary steam is condensed (or reused, depending on setup).
Key Advantages Over Competitors
This evaporator outperforms alternatives in critical areas:
1. Forced Circulation vs. Natural Circulation
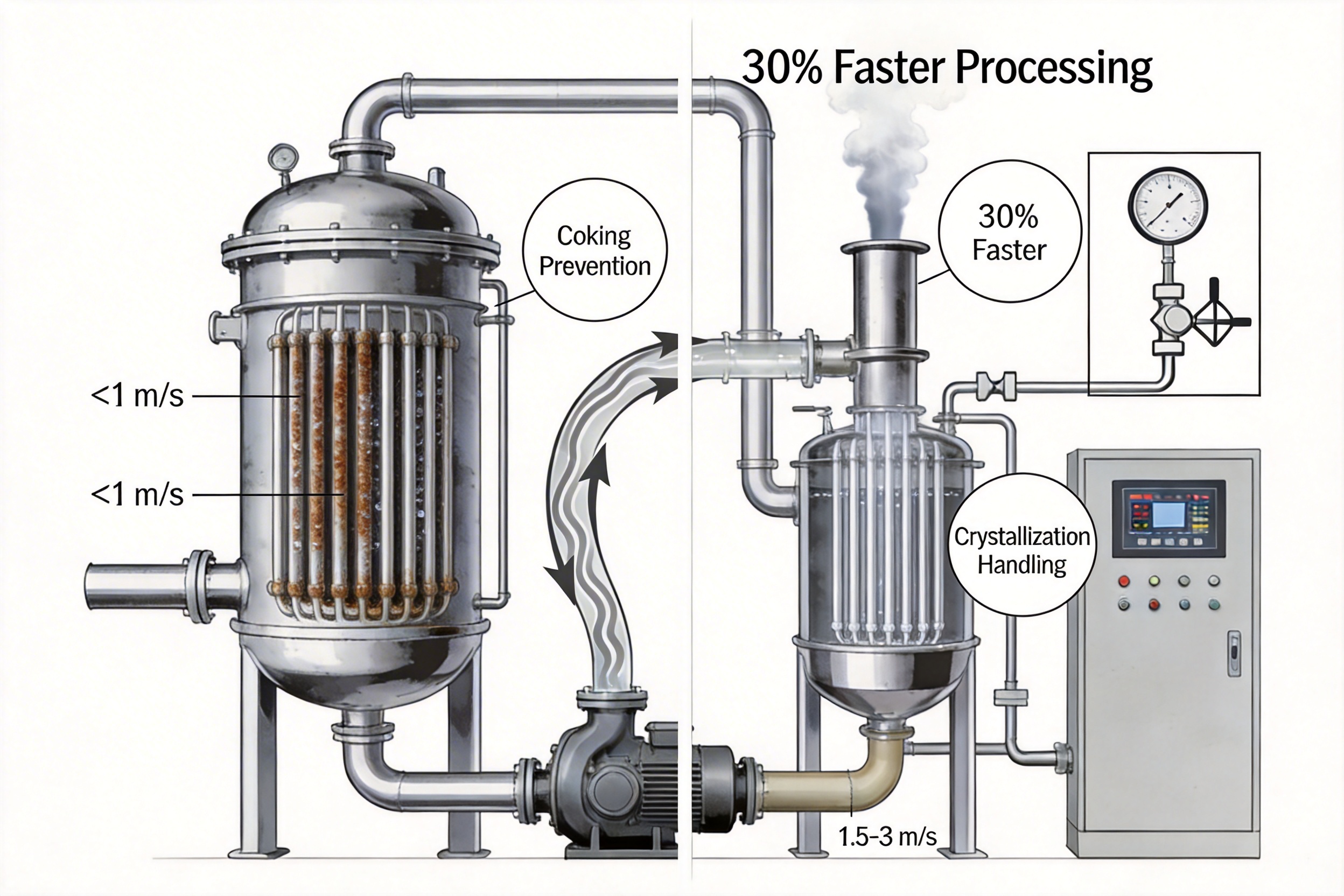
Natural circulation relies on density differences for flow, leading to low velocities (<1 m/s) that struggle with viscous/crystalline materials:
- Coking Prevention: High flow rates reduce material residence time, eliminating local overheating and coking (a common issue in natural circulation systems).
- Crystallization Handling: Suspends crystals to prevent tube blockages—ideal for sugar solutions, pharmaceutical extracts, and chemical slurries.
- Heat Transfer Efficiency: Turbulent flow from forced circulation boosts heat transfer coefficients, cutting processing time by up to 30% compared to natural circulation models of similar size.
2. Single-Effect vs. Multi-Effect Evaporators
Multi-effect systems reuse heat but are complex and costly. The single-effect model excels in:
- Simplicity & Ease of Operation: Fewer components, intuitive controls, and lower maintenance—reducing training needs and downtime.
- Cost-Effectiveness: 30–40% lower initial capital cost than multi-effect units, making it ideal for small-medium scale production or high-boiling-point materials (where heat recovery is ineffective).
- Flexibility: Easy to reconfigure for different materials/concentration targets—critical for facilities with diverse production lines.
3. Adaptability to Diverse Materials
This evaporator handles materials that other systems reject:
- Viscous Materials: Fruit purees, condensed milk, and chemical slurries flow smoothly without stagnation.
- Heat-Sensitive Materials: Vacuum processing at 60°C (customizable) preserves nutrients in food and APIs in pharmaceuticals.
- Particulate-Containing Materials: Herbal extracts, fermentation broths, and mineral suspensions are processed without clogging.
Advanced Manufacturing Processes & Company Strengths
The evaporator’s performance is rooted in the manufacturer’s commitment to quality and innovation:
1. EPC/EPCM Core Competency
The manufacturer specializes in Engineering Procurement Construction (EPC) and Engineering Procurement Construction Management (EPCM) projects. This end-to-end capability eliminates vendor coordination, reducing project timelines by 20% and ensuring seamless integration into client production lines.
2. Robust R&D Capabilities
A GMP-compliant pilot workshop and R&D platform enable testing of new materials/processes before full-scale production. The company integrates foreign advanced technology with local expertise—resulting in a 15% improvement in heat transfer efficiency over the past 5 years.
3. Precision Manufacturing & Quality Control
Advanced equipment (plasma argon arc welders, CNC machining centers) ensures leak-proof joints and precise component fabrication. Each unit undergoes 12 quality checks—from raw material inspection to final performance testing—meeting ISO 9001 and GMP standards.
4. Comprehensive After-Sales Support
Services include installation, commissioning, operator training, and 24/7 technical support. For turnkey projects, the manufacturer offers 1-year free maintenance and 5-year spare parts supply—maximizing client ROI.
Real-World Applications Across Industries
The evaporator finds use in key sectors:
1. Food Industry
- Fruit Juice Concentration: Preserves flavor/nutrients in orange/apple juice concentrates for beverage manufacturers.
- Dairy Products: Concentrates milk for condensed milk/powder—low-temperature processing retains proteins/vitamins.
- TCM Extracts: Processes herbal extracts with particulate matter—forced circulation prevents clogging and preserves APIs.
2. Pharmaceutical Industry
- Western Medicine Synthesis: Concentrates chemical solutions for API production—precise control meets regulatory standards.
- Plant Extraction: Extracts alkaloids/flavonoids—vacuum processing avoids thermal degradation of sensitive compounds.
3. Chemical Industry
- Chemical Solution Concentration: Processes salt/acid solutions—forced circulation handles viscous/crystalline materials.
- Crystallization: Produces uniform sodium chloride/potassium chloride crystals—suspended flow ensures consistent size distribution.
4. Biotech & Bio-Fermentation
- Fermentation Broths: Concentrates enzymes/antibiotics—low-temperature processing preserves biological activity.

Technical Specifications
The following table outlines key parameters for different models:
Model |
SJM1-600 |
SJM1-800 |
SJM1-1000 |
SJM1-1200 |
SJM1-1600 |
Evaporation Capacity (kg/h) |
600 |
800 |
1000 |
1200 |
1600 |
Product In Concentration % (Custom) |
11.5–12 |
||||
Product Out Concentration % (Custom) |
45–48 |
||||
Steam Pressure (MPa) |
0.6–0.8 |
||||
Steam Consumption (kg/h) |
420 |
560 |
700 |
840 |
1100 |
Evaporating Temperature (℃) |
60 (Customizable) |
||||
Heating Temperature (℃) |
70 |
||||
Sterilization Temperature (℃) |
86–94 |
||||
Cooling Water Consumption (t/h) |
6 |
8 |
10 |
12 |
16 |
Electric Total Power (KW) |
15.5 |
15.5 |
19.5 |
19.5 |
19.5 |
Dimension (L×W×H) m |
3.9×2.3×6.5 |
3.9×2.3×7 |
3.9×2.4×7.5 |
3.9×2.4×8 |
3.9×2.4×8.5 |
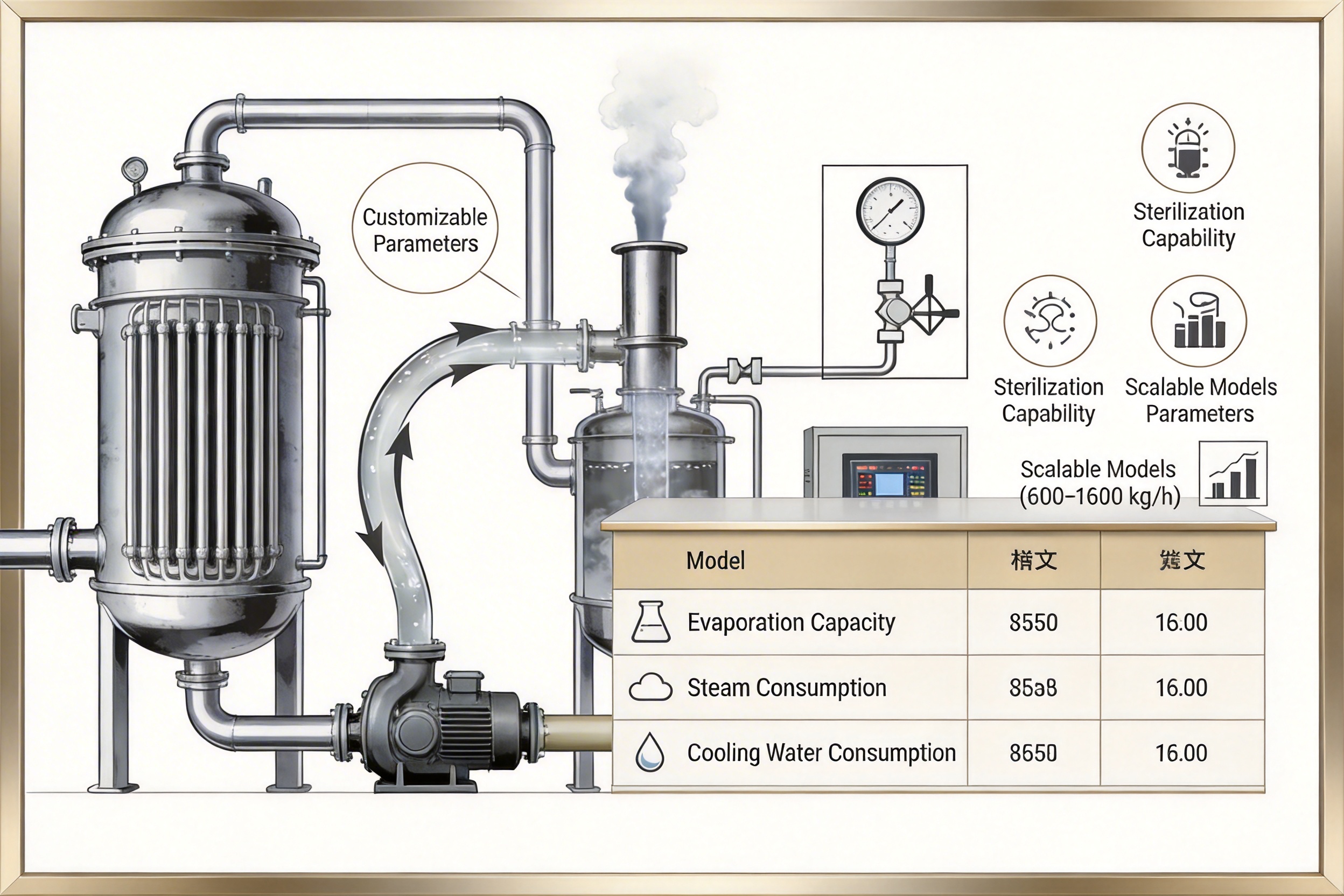
Key notes: Customizable parameters (temperature, concentration) adapt to client needs; sterilization capability ensures food/pharmaceutical safety; scalable models match production volumes from 600–1600 kg/h.
Frequently Asked Questions (FAQs)
Q1: What materials is this evaporator best suited for?
A: Viscous (fruit purees, condensed milk), crystallizable (sugar solutions, salts), particulate-containing (herbal extracts, fermentation broths), and heat-sensitive (pharmaceutical APIs, fruit juices) materials.
Q2: How does forced circulation prevent coking?
A: High flow rates (1.5–3 m/s) reduce material residence time on hot tube surfaces, eliminating local overheating and coking—common in natural circulation systems.
Q3: Is the evaporator customizable?
A: Yes. Parameters like evaporating temperature, concentration levels, and model size can be adjusted. The manufacturer also offers turnkey projects with custom process design.
Q4: What after-sales support is provided?
A: Installation, commissioning, operator training, 24/7 technical support, 1-year free maintenance, and 5-year spare parts supply.
Q5: How does vacuum processing benefit heat-sensitive materials?
A: Vacuum lowers the boiling point (e.g., 60°C), reducing thermal degradation of nutrients, APIs, and biological compounds.
References
[1] Smith, J. D., & Jones, A. B. (2018). Evaporation Technology: Principles and Applications. CRC Press. A comprehensive guide to evaporation systems, including forced circulation design and performance.
[2] International Society for Pharmaceutical Engineering (ISPE). (2020). GMP Guidelines for Pharmaceutical Equipment. Outlines standards for equipment used in pharmaceutical production, emphasizing quality and safety.
[3] Chen, L., et al. (2021). Optimization of Forced Circulation Evaporators for Viscous Material Concentration. Journal of Chemical Engineering Progress, 45(3), 123–135. A study on the efficiency of forced circulation systems for viscous materials.
[4] Manufacturer’s Technical Whitepaper. (2023). Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator: Design and Performance. Details technical specifications, working principles, and real-world applications.
Conclusion
The Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator is a game-changer for industries processing challenging liquid materials. Its forced circulation design, simplicity, and adaptability make it superior to natural circulation and multi-effect alternatives. Backed by advanced manufacturing, EPC expertise, and comprehensive support, this evaporator delivers efficiency, quality, and cost-effectiveness for small-medium scale production and specialized applications.
As industries demand more flexible and efficient processing solutions, this evaporator will remain a critical tool for achieving optimal concentration results while preserving product integrity and reducing operational costs.











