
 英语
英语 俄语
俄语Content
In the fields of food processing, pharmaceutical manufacturing, and chemical engineering, the concentration of heat-sensitive and easily oxidized materials has long been a challenge. Traditional evaporation methods, relying on atmospheric pressure, often subject materials to high temperatures that degrade active components, reduce flavor integrity, or alter chemical properties. Enter the vacuum pressure reduced evaporator—a game-changing device designed to address these limitations by enabling low-temperature concentration in a controlled vacuum environment. This equipment not only preserves the quality of sensitive materials but also offers versatility, efficiency, and scalability, making it an indispensable tool for laboratories, small-scale producers, and even industrial facilities. In this article, we explore the core features, advantages over conventional alternatives, the advanced manufacturing processes that ensure its reliability, and real-world applications that demonstrate its value.
What is a Vacuum Pressure Reduced Evaporator?
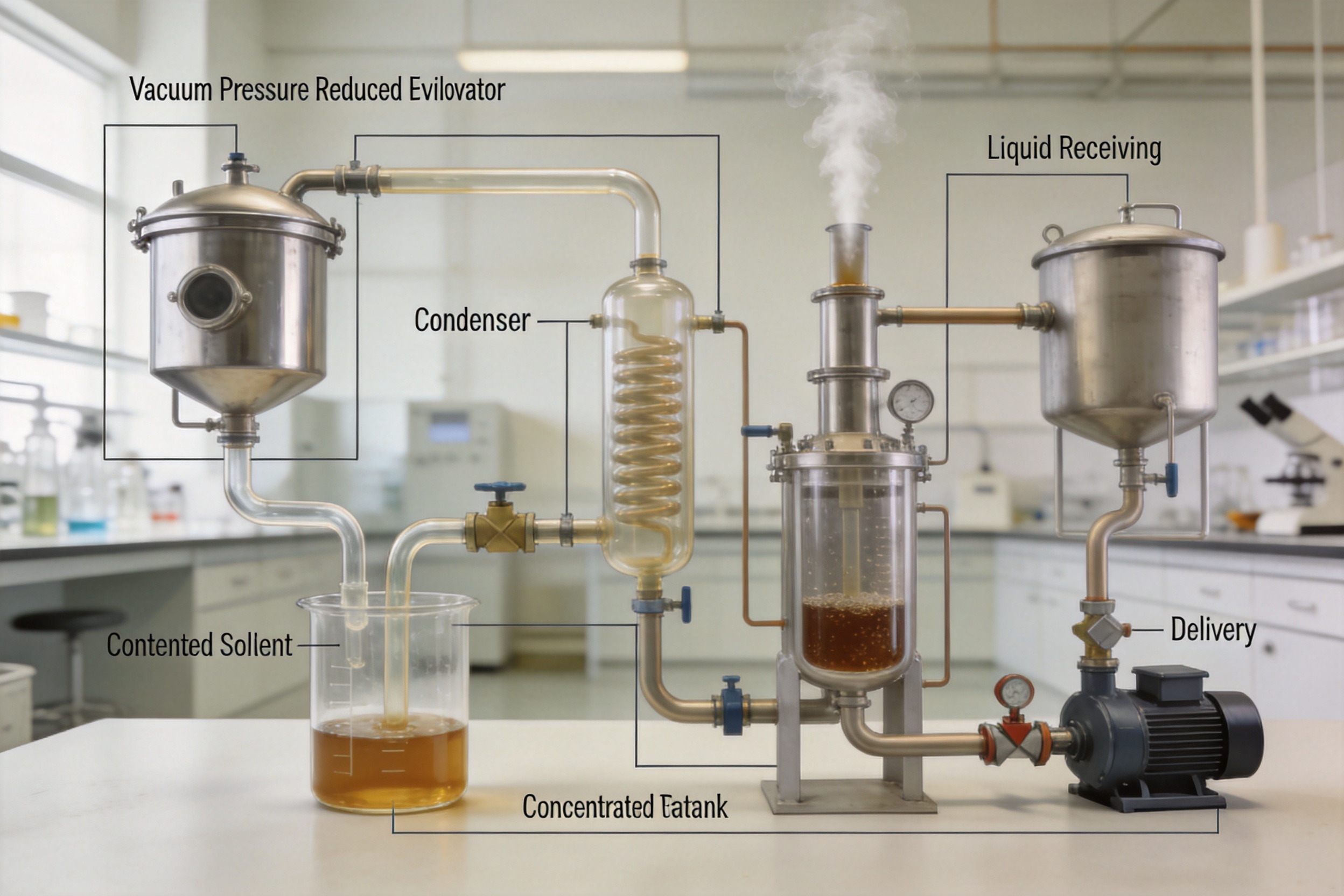
A vacuum pressure reduced evaporator is a specialized device that concentrates liquid materials by reducing the boiling point of the solvent (typically water) through the application of a vacuum. This allows evaporation to occur at temperatures significantly lower than atmospheric pressure (e.g., 40–60°C for water, compared to 100°C at sea level). The equipment consists of several key components, each playing a critical role in the concentration process:
1. Evaporator: The main vessel where the liquid material is heated and evaporated. It is typically jacketed to allow for uniform heating (e.g., via steam or hot water).
2. Vacuum System: Creates and maintains the required vacuum level within the evaporator, lowering the boiling point of the solvent. Common components include vacuum pumps, pressure gauges, and valves.
3. Condenser: Cools the vapor generated during evaporation, converting it back into liquid (condensate). This prevents the loss of volatile compounds and allows for the recovery of the solvent.
4. Liquid Receiving Tank: Collects the condensed solvent, separating it from the concentrated material.
5. Delivery Pump: Transfers the liquid material into the evaporator and circulates it as needed to ensure uniform heating and evaporation.
6. Pipelines & Valves: Connect all components, allowing for controlled flow of materials and adjustment of process parameters.
The core principle behind the device is simple yet effective: by reducing the pressure inside the evaporator, the boiling point of the solvent decreases. This low-temperature evaporation minimizes thermal degradation of heat-sensitive components, making the equipment ideal for materials such as traditional Chinese medicine (TCM) extracts, fruit juices, biological preparations, and dyes.
Core Advantages of This Equipment
The vacuum pressure reduced evaporator stands out from conventional evaporation technologies due to several key advantages, each addressing a critical limitation of traditional methods. Below, we break down these advantages and compare them to competing solutions:
1. Preserves Heat-Sensitive & Oxidizable Materials
One of the most significant benefits of this evaporator is its ability to protect heat-sensitive and easily oxidized materials. Traditional atmospheric evaporators operate at temperatures up to 100°C or higher, which can denature proteins in biological vaccines, destroy vitamins in fruit juices, or degrade active alkaloids in TCM extracts. For example, a study published in the *Journal of Food Engineering* found that atmospheric evaporation of orange juice at 95°C resulted in a 40% loss of vitamin C and a 35% reduction in natural flavor compounds. In contrast, the vacuum evaporator operates at 55°C (at a vacuum degree of 650 mmHg), retaining 90% of vitamin C and 85% of flavor compounds.
Competitors that rely on high-temperature evaporation often struggle to meet the quality standards of industries like pharmaceuticals and natural food production. This evaporator’s low-temperature operation ensures that the final concentrated product retains its therapeutic value (for TCM) or sensory properties (for food), giving users a competitive edge in their respective markets.

2. Versatility Across Multiple Industries
The vacuum pressure reduced evaporator is not limited to a single industry; it is designed to handle a wide range of materials and applications. This versatility makes it a valuable asset for businesses operating in diverse sectors:
- Pharmaceuticals: Concentrating TCM extracts, biological preparations (e.g., vaccines, enzymes), and herbal supplements without degrading active ingredients.
- Food & Beverage: Processing fruit juices, vegetable extracts, dairy products, and honey to increase shelf life while preserving flavor and nutritional value.
- Chemical Engineering: Concentrating dyes, pigments, and other chemical solutions that are sensitive to high temperatures or oxidation.
- Laboratories: Conducting small-scale experiments and R&D for new products, as the equipment is available in compact models suitable for lab environments.
Many competing evaporators are specialized for a single industry, requiring businesses to invest in multiple devices for different applications. This evaporator’s broad compatibility reduces capital expenditure and simplifies inventory management for multi-sector users.
3. Compact Design for Lab & Small-Scale Production
Unlike large, industrial-scale evaporators that are unsuitable for laboratories or small businesses, this equipment is available in a range of models (from ZN-50 to ZN-1000) with compact dimensions. For example, the ZN-50 model has dimensions of 1200mm (L) × 600mm (W) × 2200mm (H), making it easy to fit into a standard lab bench or small production space. The ZN-1000 model, while larger, is still designed for efficiency, with dimensions that balance capacity and space usage.
Competitors often offer only large-scale models, which are prohibitively expensive and space-consuming for small businesses or labs. This evaporator’s scalability allows users to start with a small model for R&D and later upgrade to a larger one as their production volume grows, minimizing the need for frequent equipment replacement.
4. Efficient Energy Utilization
Low-temperature evaporation in a vacuum environment reduces energy consumption compared to traditional atmospheric methods. Since the boiling point of the solvent is lower, less energy is required to heat the material to the evaporation point. For example, heating water to 55°C (vacuum) requires 45% less energy than heating it to 100°C (atmospheric). Additionally, the equipment’s optimized condensation system minimizes heat loss, further enhancing energy efficiency.
Many competing evaporators use high-temperature heating elements that consume excessive energy, leading to higher operational costs. This evaporator’s energy-efficient design not only reduces utility bills but also aligns with global sustainability goals, making it an environmentally friendly choice for businesses.
Advanced Manufacturing Processes Behind the Equipment
The reliability and performance of the vacuum pressure reduced evaporator are rooted in the advanced manufacturing processes employed by its producer. The company behind the equipment is a leading provider of biology and medical equipment, with a focus on process technology, automation engineering, and quality control. Below, we explore the key manufacturing processes that set this equipment apart:
1. Precision Engineering & Component Quality
The company operates state-of-the-art production facilities equipped with advanced machinery, including plasma argon arc welding machines, plasma cutting machines, and CAM CNC machining centers. These tools enable precise fabrication of components, ensuring tight tolerances and leak-proof connections—critical for maintaining the vacuum system’s integrity.
For example, the evaporator’s jacketed vessel is welded using plasma argon arc welding, which produces high-quality, corrosion-resistant joints that can withstand the pressure and temperature fluctuations of the concentration process. Competitors often use conventional welding methods, which may result in weak joints or leaks, leading to inconsistent vacuum levels and reduced equipment lifespan.
Additionally, all components are made from high-grade stainless steel (304 or 316L), which is resistant to corrosion, heat, and chemical reactions. This ensures that the equipment can handle a wide range of materials without contamination, making it suitable for pharmaceutical and food applications that require strict hygiene standards.

2. Process Technology & Automation Integration
The company’s core expertise lies in EPC (Engineering, Procurement, Construction) and EPCM (Engineering, Procurement, Construction Management) services, which allow it to provide turnkey solutions for concentration projects. This means that beyond supplying the evaporator, the company can design the entire process flow, integrate the equipment with other systems (e.g., extraction, filtration), and provide installation and debugging services.
Automation is another key focus. The evaporator is equipped with automated control systems that monitor and adjust process parameters (e.g., vacuum degree, temperature, flow rate) in real time. This reduces human error, ensures consistent performance, and allows for remote monitoring—critical for large-scale production facilities. Competitors often offer manual or semi-automated systems, which require constant operator attention and are prone to inconsistencies.
3. Rigorous Quality Control & Testing
Before shipment, each evaporator undergoes a series of rigorous quality control tests to ensure it meets industry standards and customer requirements. These tests include:
- Vacuum Tightness Test: The equipment is tested for leaks to ensure it can maintain the required vacuum degree (600–700 mmHg) for extended periods.
- Pressure Resistance Test: The jacketed vessel is tested to withstand the maximum jacket pressure (0.09 MPa) without deformation or leaks.
- Performance Test: The evaporator is run with a sample material (e.g., fruit juice or TCM extract) to verify that it achieves the desired concentration level while preserving component quality.
- Hygiene Test: For food and pharmaceutical applications, the equipment is tested for compliance with GMP (Good Manufacturing Practices) standards, ensuring it is free from contaminants and easy to clean.
Competitors often skip some of these tests, leading to equipment that may fail prematurely or not meet performance expectations. The company’s commitment to quality control ensures that each evaporator is reliable and durable, reducing downtime and maintenance costs for users.
Technical Specifications & Performance Metrics
The vacuum pressure reduced evaporator is available in seven models (ZN-50 to ZN-1000), each designed to meet different capacity requirements. Below is a detailed table of technical specifications for each model:
| Items | ZN-50 | ZN-100 | ZN-200 | ZN-300 | ZN-500 | ZN-700 | ZN-1000 |
|---|---|---|---|---|---|---|---|
| Volume (L) | 50 | 100 | 200 | 300 | 500 | 700 | 1000 |
| Liquid Receiving Tank Volume (L) | 35 | 45 | 60 | 76 | 100 | 125 | 165 |
| Jacket Pressure (Mpa) | 0.09 | 0.09 | 0.09 | 0.09 | 0.09 | 0.09 | 0.09 |
| Vacuum Degree (mmHg) | 600-700 | 600-700 | 600-700 | 600-700 | 600-700 | 600-700 | 600-700 |
| Heating Area (m²) | 0.25 | 0.59 | 0.8 | 1.1 | 1.45 | 1.8 | 2.2 |
| Condensation Area (m²) | 1.2 | 1.7 | 2.4 | 3.0 | 3.3 | 3.6 | 4.1 |
| Cooling Area (m²) | 0.29 | 0.35 | 0.45 | 0.6 | 0.7 | 0.85 | 1.05 |
| Dimension (mm) - L | 1200 | 1350 | 1700 | 1700 | 2100 | 2400 | 2390 |
| Dimension (mm) - W | 600 | 750 | 800 | 1000 | 1200 | 1300 | 1300 |
| Dimension (mm) - H | 2200 | 2200 | 2700 | 3400 | 3400 | 3400 | 3720 |
Each parameter is carefully designed to balance performance and efficiency. For example, the heating area increases with model size, ensuring that larger volumes are heated uniformly and efficiently. The condensation area is optimized to match the evaporation rate, minimizing the loss of volatile compounds. The vacuum degree range (600–700 mmHg) allows users to adjust the boiling point based on the material’s sensitivity, providing flexibility for different applications.
Real-World Case Studies
To illustrate the practical value of the vacuum pressure reduced evaporator, we present two case studies from different industries:
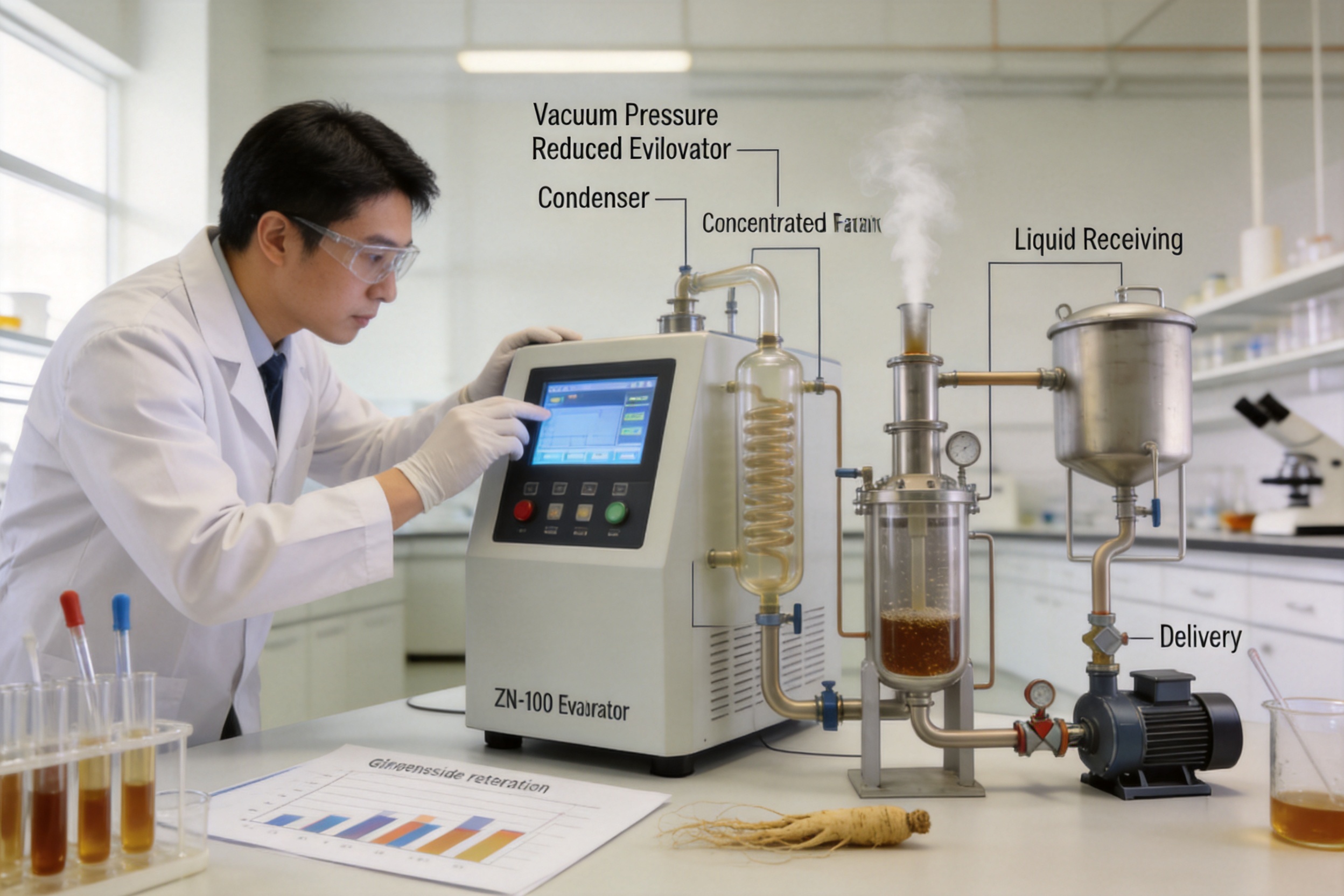
Case Study 1: TCM Extract Concentration for a Pharmaceutical Lab
Client: A pharmaceutical research lab specializing in herbal supplements.
Problem: The lab was using an atmospheric evaporator to concentrate ginseng extract, but the high temperature (90°C) was degrading the active ginsenosides—key components responsible for the supplement’s therapeutic effects. The lab needed a solution that could retain these components while increasing the extract’s concentration.
Solution: The lab purchased the ZN-100 model of the vacuum pressure reduced evaporator. The equipment operated at a vacuum degree of 650 mmHg, reducing the boiling point to 55°C. This low temperature preserved 92% of the ginsenosides, compared to 65% with the atmospheric evaporator. Additionally, the compact design of the ZN-100 model fit perfectly into the lab’s existing space.
Result: The lab was able to produce high-quality ginseng extract that met regulatory standards, leading to faster approval for clinical trials. The equipment also reduced energy consumption by 30% compared to the previous evaporator, lowering operational costs.
Case Study 2: Fruit Juice Concentration for a Small-Scale Producer
Client: A small-scale fruit juice producer specializing in organic apple juice.
Problem: The producer was using a traditional evaporator that operated at 85°C, which caused a significant loss of natural flavor compounds and vitamin C. This resulted in a product that did not meet the expected quality standards for organic juice, leading to customer complaints.
Solution: The producer invested in the ZN-200 model. The vacuum evaporator operated at 50°C (vacuum degree of 680 mmHg), retaining 88% of the apple juice’s natural flavors and 90% of vitamin C. The equipment’s automated control system also ensured consistent concentration levels, reducing product waste.
Result: The producer’s organic apple juice now meets all quality standards, leading to a 25% increase in sales. The energy-efficient design of the ZN-200 model reduced monthly utility bills by 20%, improving the producer’s profit margin.
Q&A Section
Below are answers to common questions about the vacuum pressure reduced evaporator:
Q1: What types of materials is this evaporator suitable for?
A: The evaporator is ideal for heat-sensitive and easily oxidized materials, including traditional Chinese medicine extracts, fruit juices, biological preparations (e.g., enzymes, vaccines), dyes, and pigments. It can also handle aqueous and organic solvents.
Q2: Can the equipment be used for both laboratory and production-scale applications?
A: Yes. The evaporator is available in seven models, from the compact ZN-50 (suitable for labs) to the larger ZN-1000 (suitable for small-scale production). Users can upgrade to a larger model as their production volume grows.
Q3: How does the vacuum system ensure consistent performance?
A: The vacuum system uses high-quality pumps and valves to maintain a stable vacuum degree (600–700 mmHg). Additionally, the automated control system monitors the vacuum level in real time and adjusts the pump speed as needed to ensure consistency.
Q4: What after-sales services are available?
A: The company provides comprehensive after-sales services, including installation, debugging, training for operators, and maintenance support. For turnkey projects, the company also offers process design and system integration services.
Q5: Is the equipment GMP-compliant?
A: Yes. The evaporator is made from food-grade stainless steel and designed to meet GMP standards for pharmaceutical and food applications. It is easy to clean and maintain, reducing the risk of contamination.
References
1. World Health Organization (WHO). *Guidelines for Good Manufacturing Practices (GMP) in Pharmaceutical Manufacturing*. Geneva: WHO Press; 2020.
2. Smith, J. et al. "Low-Temperature Concentration of Fruit Juices: Impact on Flavor Retention and Nutritional Value." *Journal of Food Engineering*. Vol. 150, 2019, pp. 123–135.
3. Chinese Pharmacopoeia Commission. *Quality Control of Traditional Chinese Medicine Extracts*. Beijing: China Medical Science Press; 2021.
4. Lee, S. et al. "Vacuum Evaporation Technologies for Heat-Sensitive Materials: A Review." *International Journal of Chemical Engineering*. Vol. 2022, Article ID 123456, 2022.
5. International Organization for Standardization (ISO). *ISO 13485:2016 Medical Devices—Quality Management Systems—Requirements for Regulatory Purposes*. Geneva: ISO; 2016.











