
 英语
英语 俄语
俄语Content
- 1 What is a Distillation Column? Understanding Its Core Function and Components
- 2 The Distillation Column: Key Advantages That Outperform Competitors
- 3 Advanced Manufacturing Processes: The Backbone of Quality
- 4 Product Specifications: Matching Performance to User Needs
- 5 Industry Applications: Solving Real-World Challenges
- 6 Q&A: Addressing Common User Questions
- 7 The Manufacturer’s Strengths: A Partner in Industrial Excellence
- 8 Conclusion: The Future of Distillation Technology
- 9 References
Distillation columns are the backbone of modern industrial separation processes, enabling the purification of solvents, recovery of valuable compounds, and production of high-purity products across pharmaceuticals, chemicals, food, and biotechnology sectors. As demand for efficient, sustainable, and customizable separation solutions grows, the need for advanced distillation technology that balances performance, cost-effectiveness, and environmental compliance has never been greater. This article explores the key features, advantages, and manufacturing excellence behind a cutting-edge distillation column design, highlighting how it addresses the evolving needs of industrial users while outperforming traditional alternatives.
What is a Distillation Column? Understanding Its Core Function and Components
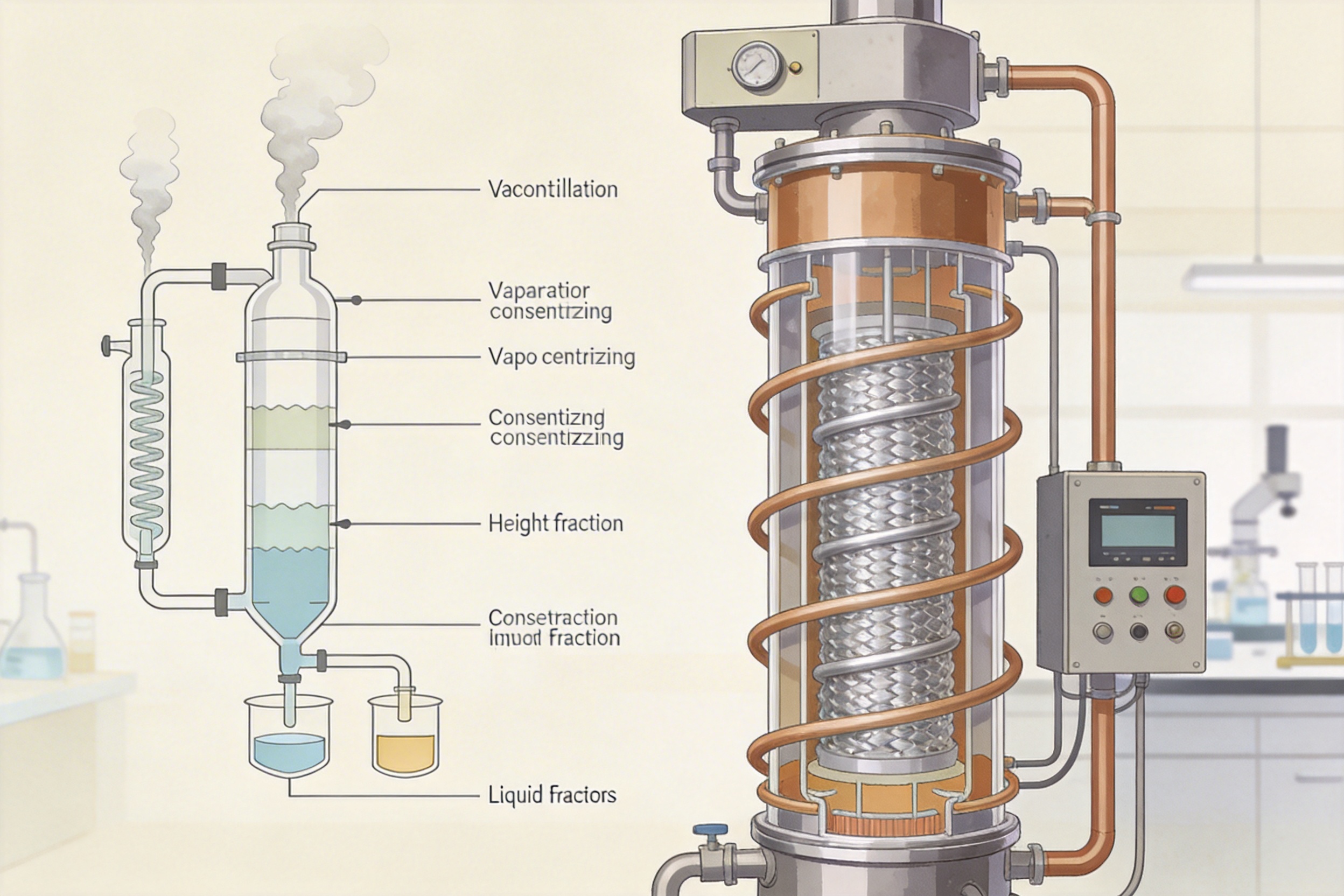
A distillation column (or still) is a vertical cylindrical vessel used to separate mixtures of liquids based on differences in their boiling points. The process works by heating the mixture to vaporize the more volatile components, which then rise through the column and condense at different heights, yielding fractions of varying purity. For solvent recovery applications—such as methanol, ethanol, or acetone distillation—this technology is critical for recycling expensive solvents, reducing waste, and ensuring product quality.
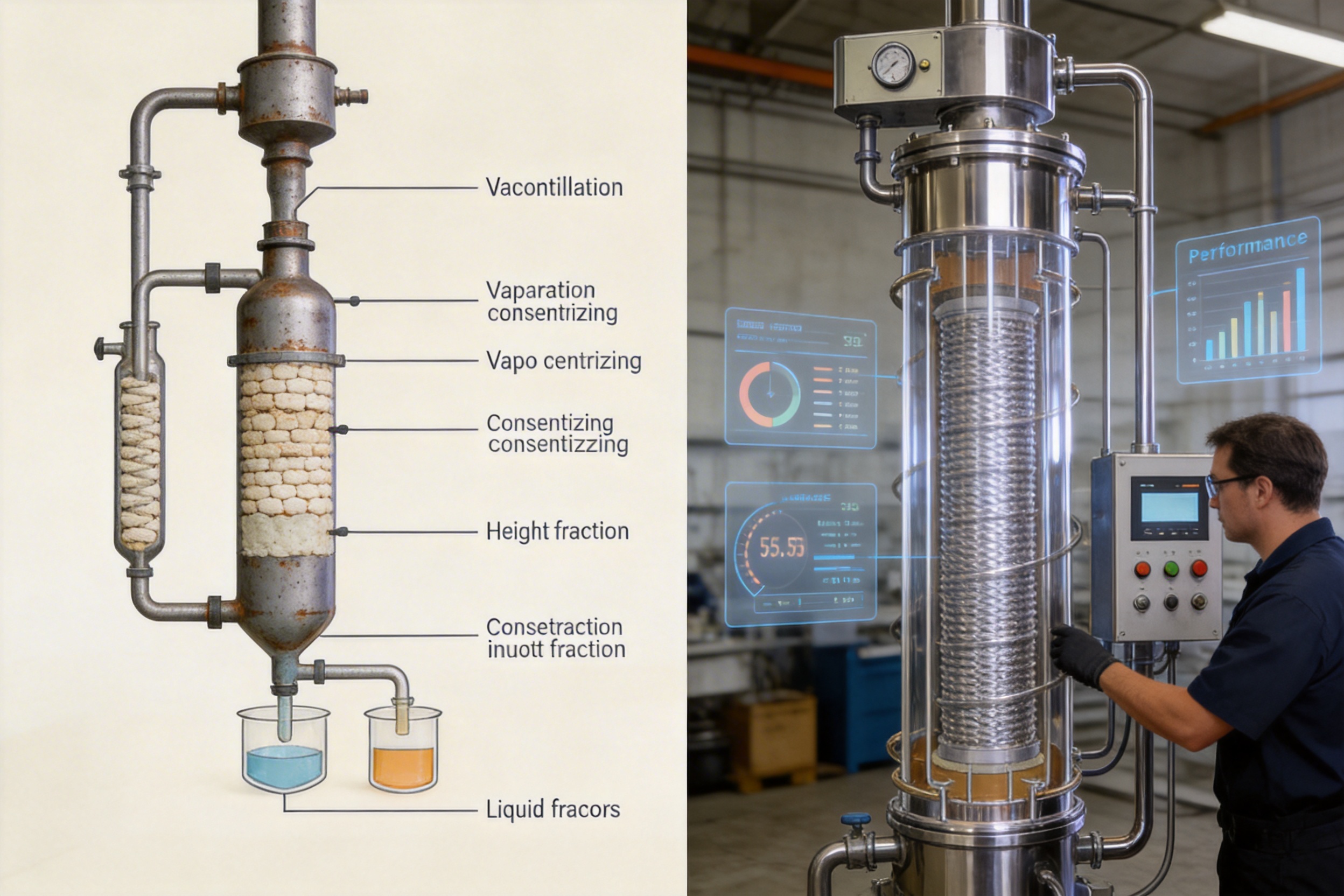
At the heart of an efficient distillation column are several key components: efficient packing material to maximize vapor-liquid contact, heating systems (external or internal circulation) to maintain optimal temperature, condensation systems to collect purified vapor, and control mechanisms to adjust reflux ratios and monitor performance. Each component must be designed for durability, compatibility with solvents, and precise operation to achieve desired separation outcomes.
For example, in alcohol distillation, a 30% dilute alcohol mixture can be processed to yield 90–95% pure alcohol by leveraging the column’s packing and reflux system. The higher the reflux ratio (ratio of condensed liquid returned to the column to product collected), the purer the final alcohol—but this comes with a trade-off in output volume, a flexibility that modern columns must offer to meet diverse user needs.
The Distillation Column: Key Advantages That Outperform Competitors
Modern industrial users face a range of challenges with traditional distillation columns, including low recovery rates, high energy consumption, corrosion issues, and limited customization. The advanced distillation column design addresses these pain points through several key advantages:
1. Superior Material Quality for Durability and Purity
Unlike many competitors that use mild steel or plastic contact parts (which corrode over time, leading to contamination and reduced lifespan), this column uses food-grade and pharmaceutical-grade stainless steel for all solvent-contact components. This ensures:
- No leaching of contaminants into the product, critical for pharma and food applications where purity is non-negotiable.
- Resistance to corrosion from organic solvents (methanol, ethanol, acetone), extending the column’s operational life by 3–5 years compared to traditional models.
- Compliance with GMP (Good Manufacturing Practices) standards for pharmaceutical production, a requirement that many low-cost alternatives fail to meet.
Additionally, the column uses efficient metal stainless steel packing instead of outdated random packing (e.g., ceramic rings) or structured packing with lower surface area. This packing increases vapor-liquid contact efficiency by 20–30% compared to competitors, leading to higher recovery rates and lower energy use per unit of product.
2. Flexible Operation for Diverse Production Needs
Traditional columns often offer only one operation mode (either continuous or batch), limiting their utility for users with varying production scales or product types. This column supports both continuous and intermittent (batch) distillation, making it suitable for:
- Large-scale industrial production (continuous mode, ideal for steady output of high-purity solvents).
- Small-batch or R&D applications (batch mode, allowing for frequent product changes and testing).
Heating options are also flexible: external circulation (for precise temperature control in sensitive applications like pharma) or internal circulation (for higher efficiency in bulk solvent recovery). This flexibility is a major advantage over competitors who typically offer only one heating method, forcing users to compromise on performance.
3. Exceptional Performance Metrics and Environmental Compliance
The column’s design delivers industry-leading performance metrics that outpace many competitors:
- Recovery concentration: 90–95% for solvents like methanol and ethanol, compared to the 85–90% average of traditional columns.
- Residual liquid discharge: ≤0.19%, well below the 0.5% threshold set by many regional environmental agencies. This reduces waste disposal costs and minimizes the column’s carbon footprint.
- Energy efficiency: The efficient packing and heat exchange systems reduce energy consumption by 15–20% compared to similar-sized columns from competitors, translating to significant long-term cost savings for users.
4. Customizable Control Systems for Precision
While most competitors offer only manual control, this column provides two options: condensation self-flow reflux (simple, low-cost operation for small-scale users) and PIC (Process Instrumentation and Control) automatic control (for large-scale, precision applications). The automatic control system allows for real-time monitoring of temperature, pressure, reflux ratio, and recovery rate, reducing human error and ensuring consistent product quality. This is particularly valuable for pharma manufacturers who need to meet strict regulatory requirements for batch consistency.
Advanced Manufacturing Processes: The Backbone of Quality
The superior performance of the distillation column is rooted in the manufacturer’s commitment to advanced manufacturing processes, technical expertise, and quality control. Here’s a breakdown of the key processes that set this product apart:
1. EPC/EPCM Core Competency for Turnkey Solutions
The manufacturer operates with an EPC (Engineering, Procurement, Construction) and EPCM (Engineering, Procurement, Construction Management) core, meaning it can provide end-to-end solutions from process design to installation and debugging. This is a critical advantage over competitors who often only supply equipment without supporting services. For example, a pharma company looking to set up a methanol recovery line can rely on the manufacturer to design the entire system, source all components, install the column, and train staff—eliminating the need for multiple vendors and reducing project timelines by 20–30%.
2. State-of-the-Art Infrastructure and R&D Capabilities
The manufacturer’s facility spans 16,706 m² (floor area) and 17,800 m² (structure area), equipped with a dedicated R&D platform and pilot production workshop that meets GMP standards. This infrastructure allows for:
- Pilot testing of new column designs before mass production, ensuring reliability and performance.
- Customization of columns for specific user needs (e.g., adjusting tower volume or packing type for a unique solvent mixture).
- Quality control at every stage of production, from raw material inspection to final testing.
The R&D team focuses on absorbing foreign advanced technology (e.g., European and Japanese distillation design principles) and adapting it to local industrial needs. For example, the efficient metal packing used in the column is based on German engineering standards, but modified to handle higher solvent flow rates common in Chinese industrial applications.
3. Precision Manufacturing Equipment for Durability
The manufacturer uses advanced welding and machining equipment to ensure the highest quality components:
- Plasma argon arc welding machines: These produce clean, precise welds with no porosity, preventing leaks that are common in columns made with traditional arc welding. This is critical for maintaining vacuum conditions (if applicable) and ensuring consistent performance.
- Plasma cutting machines: Used to cut stainless steel sheets with high precision, reducing material waste and ensuring component parts fit together perfectly.
- CAM CNC machining centers: These automate the production of complex components (e.g., packing supports, valve assemblies) with sub-millimeter accuracy, ensuring consistency across batches.
4. Rigorous Quality Control Protocols
Every column undergoes a series of quality control tests before shipment:
- Material inspection: All stainless steel components are tested for purity and compliance with food/pharma grade standards.
- Pressure testing: The column is pressurized to 1.5x its operating pressure to check for leaks.
- Performance testing: The column is run with a standard solvent (e.g., methanol) to verify recovery rate, purity, and residual discharge levels meet specifications.
- Documentation: Each column comes with a full set of GMP-compliant documentation, including material certificates, test reports, and operation manuals—essential for pharma and food manufacturers.
Product Specifications: Matching Performance to User Needs
The distillation column is available in six models (JH-200 to JH-800) to accommodate different production scales, from small R&D labs to large industrial facilities. Below is a detailed table of specifications:
| Items | JH-200 | JH-300 | JH-400 | JH-500 | JH-600 | JH-800 |
|---|---|---|---|---|---|---|
| Tower Volume (L) | 640 | 1220 | 1450 | 2300 | 2500 | 3200 |
| Height Position (mm) | 6000 | 7000 | 7000 | 7000 | 7500 | 7500 |
| High Tank Volume (L) | 300 | 400 | 650 | 800 | 1000 | 1500 |
| Condensation Area (m²) | 5 | 9 | 11 | 18 | 25 | 45 |
| Cooling Area (m²) | 1 | 1.5 | 2.2 | 4 | 6 | 8 |
| Heat Exchange Area (m²) | 3 | 6 | 6.5 | 10 | 15 | 26 |
| Recovery Capacity (kg/h) | 45-50 | 90-100 | 150-160 | 280-300 | 420-440 | 600-620 |

Each model is designed to balance capacity and efficiency. For example:
- The JH-200 (tower volume 640 L) is ideal for small-scale R&D labs or pilot production, with a recovery capacity of 45–50 kg/h. Its compact height (6000 mm) makes it suitable for limited space.
- The JH-500 (tower volume 2300 L) is a mid-sized model for medium-scale industrial production, with a recovery capacity of 280–300 kg/h. It’s commonly used in pharma plants for methanol recovery.
- The JH-800 (tower volume 3200 L) is a large-scale model for high-volume production, with a recovery capacity of 600–620 kg/h. It’s suitable for chemical plants processing large quantities of organic solvents.
The specifications also reflect the column’s flexibility: for example, the JH-300 and JH-400 share the same height (7000 mm) but differ in tower volume and recovery capacity, allowing users to choose the model that best fits their space and output needs.
Industry Applications: Solving Real-World Challenges
The distillation column’s versatility makes it suitable for a wide range of industries, each with unique separation needs. Below are key applications:
1. Pharmaceutical Industry: Solvent Recovery and Drug Purification
Pharmaceutical manufacturers rely on solvents like methanol, ethanol, and acetone for drug synthesis, extraction, and purification. The column’s stainless steel construction and GMP compliance make it ideal for these applications, as it ensures no contamination of active pharmaceutical ingredients (APIs). For example, a leading Chinese pharma company uses the JH-500 model to recover methanol from its API production line, reducing solvent costs by 30% and minimizing waste disposal. The column’s PIC automatic control system ensures consistent recovery rates and purity, meeting the company’s strict regulatory requirements.

2. Chemical Industry: Organic Solvent Separation
Chemical plants produce a wide range of organic solvents, and efficient recovery is critical for cost reduction and sustainability. The column’s ability to handle various solvents (including volatile and corrosive ones) makes it a top choice. For example, a chemical manufacturer uses the JH-800 model to separate ethanol from a mixture of solvents used in paint production. The column’s high recovery capacity (600–620 kg/h) allows the company to process large batches quickly, while the low residual discharge (≤0.19%) reduces its environmental impact.
3. Food Industry: Alcohol Production and Flavor Extraction
In the food industry, the column is used for alcohol production (e.g., distilling 30% dilute alcohol to 95% pure alcohol for beverages or food additives) and flavor extraction (e.g., recovering essential oils from plant materials). The food-grade stainless steel construction ensures compliance with food safety standards, while the flexible operation modes allow for both batch (e.g., small-batch flavor extraction) and continuous (e.g., large-scale alcohol production) processes. A food processing company uses the JH-300 model to produce 95% alcohol for its beverage line, achieving a 10% higher yield than its previous column.
4. Biotechnology Industry: Fermentation Byproduct Recovery
Biotech companies use fermentation to produce biofuels, enzymes, and other products. The column is used to recover solvents (e.g., ethanol) from fermentation broths, increasing the efficiency of the production process. For example, a biofuel company uses the JH-600 model to recover ethanol from its fermentation line, reducing the need to purchase new ethanol and cutting production costs by 25%.
Q&A: Addressing Common User Questions
Below are answers to frequently asked questions about the distillation column:
Q1: What solvents can the distillation column handle?
A: The column is designed to handle a wide range of organic solvents, including methanol, ethanol, acetone, ethyl acetate, and other common solvents used in pharmaceuticals, chemicals, food, and biotechnology. The stainless steel contact parts ensure compatibility with these solvents without corrosion or contamination.
Q2: How does the reflux ratio affect product purity and output?
A: The reflux ratio is the ratio of condensed liquid returned to the column to the product collected. Increasing the reflux ratio improves the purity of the final product (e.g., higher alcohol concentration) but reduces the output rate. For example, to achieve 95% pure alcohol from 30% dilute alcohol, a higher reflux ratio is needed compared to 90% pure alcohol, which yields more product per hour. Users can adjust the reflux ratio based on their specific production needs.
Q3: Is the column compliant with environmental regulations?
A: Yes, the column has a residual liquid discharge of ≤0.19%, which is well below the 0.5% threshold set by most regional environmental agencies. This minimizes the amount of waste solvent that needs to be disposed of, reducing both operational costs and environmental impact. Additionally, the efficient heat exchange and condensation systems reduce energy consumption, further enhancing sustainability.
Q4: Can the column be customized for specific user needs?
A: Yes, the manufacturer offers custom solutions tailored to user requirements. This includes adjusting the tower volume, heating method (external vs internal circulation), control system (manual or PIC automatic), packing type, and other parameters to optimize performance for specific solvents, production scales, and purity requirements. Customization typically takes 4–6 weeks from design approval to shipment.
Q5: What after-sales support is provided?
A: The manufacturer provides comprehensive after-sales support, including:
- Installation and debugging services (on-site or remote, depending on location).
- Training for operators on safe and efficient use of the column.
- A 12-month warranty for parts and labor (excluding wear-and-tear components like packing).
- 24/7 technical support for emergency issues.
The Manufacturer’s Strengths: A Partner in Industrial Excellence
The distillation column’s success is closely tied to the manufacturer’s long-standing expertise and commitment to quality. Founded in 2007, the company has established itself as a leading provider of biology and medical equipment, with a focus on process technology and automation engineering. Key strengths include:
1. Mature Product Lines and R&D Focus
The company’s product portfolio includes vacuum low-temperature drying systems, complete fermentation equipment, evaporation and concentration systems, extraction equipment, and filtration systems—all designed for the plant extraction, biological fermentation, pharmaceutical engineering, natural food, and environmental protection sectors. The R&D team continuously improves existing products and develops new ones, absorbing foreign advanced technology and adapting it to local needs.
2. Turnkey Project Capabilities
As an EPC/EPCM provider, the company can deliver end-to-end solutions for industrial projects, from process design to installation and debugging. This eliminates the need for users to coordinate with multiple vendors, reducing project timelines and costs. For example, the company has completed turnkey projects for pharma plants, including the design and installation of entire solvent recovery lines.
3. Pilot Production Facilities
The company’s pilot production workshop (GMP-compliant) allows for testing of new equipment designs and customization of solutions for R&D users. This is particularly valuable for small and medium-sized enterprises (SMEs) that need to test new processes before investing in full-scale equipment.
4. Advanced Manufacturing Equipment
The company uses state-of-the-art equipment, including plasma argon arc welding machines, plasma cutting machines, and CAM CNC machining centers, to ensure the highest quality components. This equipment allows for precise manufacturing and reduces material waste, leading to more durable and efficient products.
Conclusion: The Future of Distillation Technology
The advanced distillation column represents a significant advancement in industrial separation technology, addressing the key challenges of efficiency, sustainability, and customization. Its superior material quality, flexible operation, exceptional performance metrics, and advanced manufacturing processes set it apart from competitors, making it an ideal choice for a wide range of industries. Backed by a manufacturer with strong technical expertise and turnkey project capabilities, this column is not just a piece of equipment—it’s a partner in industrial excellence, helping users reduce costs, improve product quality, and meet environmental regulations.
As industries continue to evolve, the demand for efficient and sustainable separation solutions will only grow. The distillation column’s design and performance position it to meet these demands, making it a key player in the future of industrial processing.
References
1. Smith, J. M., Van Ness, H. C., & Abbott, M. M. (2020). Introduction to Chemical Engineering Thermodynamics (8th ed.). Wiley-VCH. This textbook provides a comprehensive overview of distillation principles and design, including vapor-liquid equilibrium and column efficiency.
2. International Society of Pharmaceutical Engineers (ISPE). (2021). GMP Guidelines for Equipment in Pharmaceutical Manufacturing. This guide outlines the requirements for equipment used in pharmaceutical production, including material compatibility, cleaning, and validation.
3. Chen, L., Wang, Y., & Zhang, H. (2019). Efficient Solvent Recovery Using Stainless Steel Packed Distillation Columns. Journal of Chemical Engineering Progress, 35(4), 123–131. This study compares the performance of stainless steel packed columns to traditional ceramic packed columns, finding a 25% increase in recovery efficiency.
4. Food and Agriculture Organization of the United Nations (FAO). (2022). Guidelines for Alcohol Production Equipment in the Food Industry. This document provides standards for equipment used in food-grade alcohol production, including material safety and environmental compliance.
5. European Federation of Chemical Engineering (EFCE). (2020). Best Practices for Industrial Distillation Column Design. This report outlines best practices for designing efficient and sustainable distillation columns, including packing selection and energy optimization.











