
 英语
英语 俄语
俄语Content
- 1 What is an Ethanol Distillation Tower?
- 2 Working Principle of Ethanol Distillation
- 3 Advantages of Modern Ethanol Distillation Towers
- 4 Company's Advanced Manufacturing Processes & Strengths
- 5 Product Specifications & Performance Data
- 6 Q&A Section
- 6.1 Common Questions About Ethanol Distillation Towers
- 6.1.1 Q1: What is the recovery concentration of the ethanol distillation tower?
- 6.1.2 Q2: Can the tower be customized for specific industry needs?
- 6.1.3 Q3: How does the reflux device enhance separation efficiency?
- 6.1.4 Q4: What materials are used for padding in the tower?
- 6.1.5 Q5: What after-sales services are provided?
- 6.1.6 Q6: How energy-efficient are the company’s ethanol distillation towers?
- 6.1 Common Questions About Ethanol Distillation Towers
- 7 References
Ethanol distillation towers are critical components in a wide range of industrial processes, from pharmaceutical manufacturing to biofuel production, where the purification of ethanol from impurities is essential. As global demand for high-purity ethanol continues to rise—driven by its use in hand sanitizers, renewable fuels, and pharmaceutical ingredients—the need for efficient, reliable, and cost-effective distillation solutions has never been greater. This article explores the core functionality, working principles, and key advantages of modern ethanol distillation towers, with a focus on the advanced manufacturing processes and strengths of a leading equipment provider in the field.
By combining cutting-edge technology, rigorous quality control, and customer-centric design, today’s top ethanol distillation towers deliver unprecedented separation efficiency, energy savings, and scalability. Whether serving small-scale pilot operations or large industrial facilities, these systems are engineered to meet the most demanding industry standards, ensuring compliance, durability, and optimal performance.
What is an Ethanol Distillation Tower?
An ethanol distillation tower (also known as an alcohol recovery tower) is a specialized chemical separation device designed to isolate ethanol from liquid mixtures by leveraging differences in boiling points between ethanol and other components. Unlike simple distillation setups, which only achieve basic separation, these towers use multi-stage distillation to produce high-purity ethanol—often exceeding 90% concentration—making them indispensable in industries where purity is non-negotiable.
Definition & Core Function
The primary function of an ethanol distillation tower is to purify ethanol by removing water, volatile organic compounds (VOCs), and other impurities. This process is achieved through repeated cycles of vaporization and condensation, which separate components based on their boiling points: ethanol boils at 78.3°C (173°F) at standard atmospheric pressure, while water boils at 100°C (212°F). By controlling the temperature and pressure within the tower, operators can selectively vaporize ethanol, then condense it into a high-purity liquid.
Beyond purification, these towers also play a key role in solvent recovery—reducing waste, lowering operational costs, and minimizing environmental impact by recycling ethanol for reuse in production processes. This sustainability aspect has made ethanol distillation towers increasingly popular in industries focused on green manufacturing.
Key Components Breakdown
An ethanol distillation tower is a complex system composed of several interconnected components, each serving a critical role in the separation process. Understanding these components is essential to appreciating the tower’s efficiency and reliability.
Tower Body & Trays
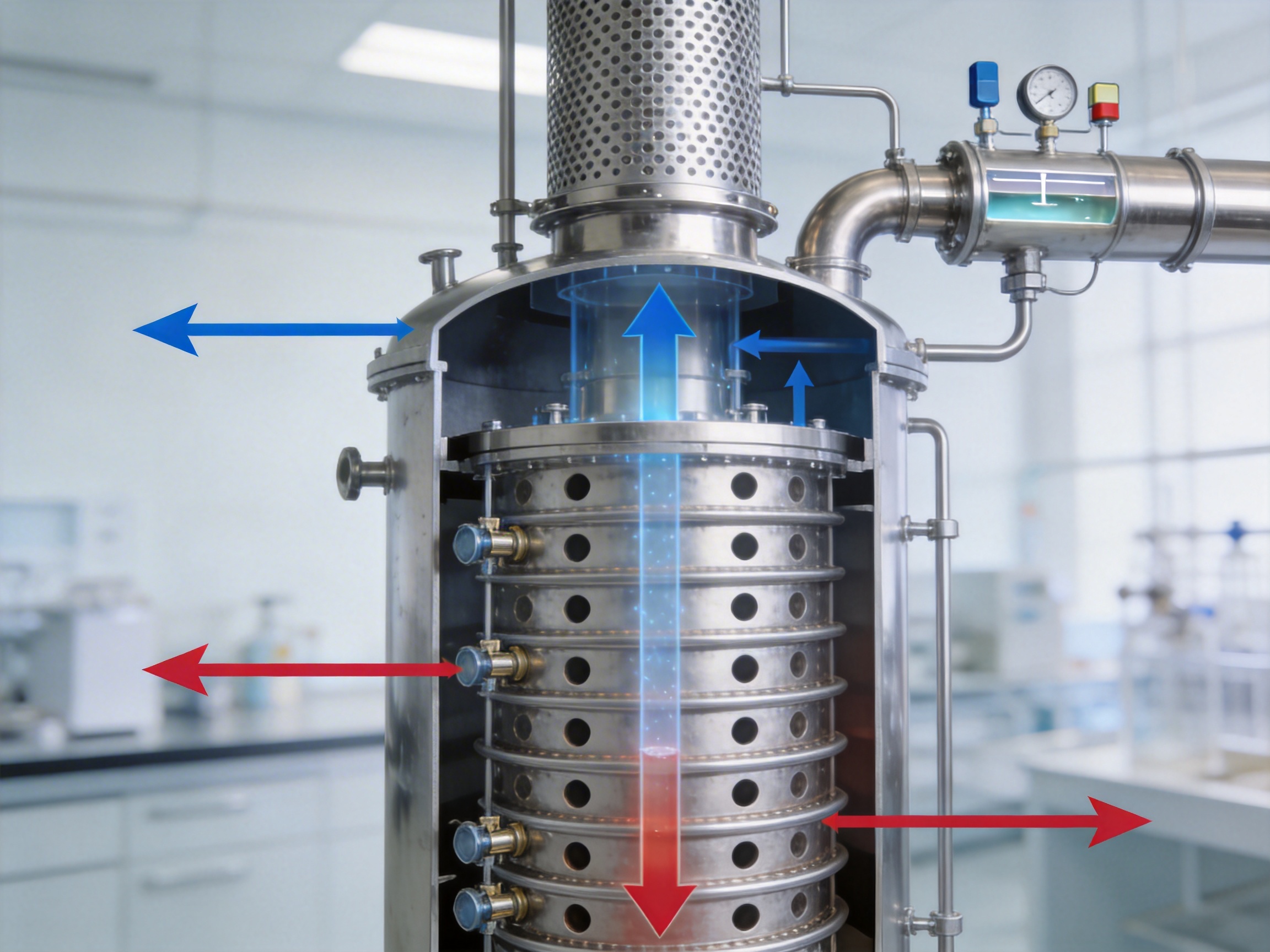
The tower body is the main vertical cylindrical structure that houses the distillation process. It is typically constructed from corrosion-resistant materials (such as stainless steel or ceramic) to withstand the harsh chemical environment inside the tower. The height and diameter of the tower body vary depending on the desired separation efficiency and production capacity—larger towers can handle higher volumes but require more energy to operate.
Inside the tower body, trays (or plates) are installed at regular intervals to increase the contact area between vapor and liquid phases. Each tray acts as a mini-distillation unit, where vapor rising from the bottom interacts with liquid flowing down from the top. Trays are equipped with holes or valves that allow vapor to pass through and liquid to drain, facilitating mass transfer between the two phases. This multi-tray design is what enables the tower to achieve high-purity separation in a single pass.
Condenser System
The condenser is a heat exchanger located at the top of the tower that converts ethanol vapor into liquid. It uses a cooling medium (such as water or air) to remove heat from the vapor, causing it to condense into a high-purity ethanol liquid. The efficiency of the condenser directly impacts the tower’s recovery rate—more efficient condensers minimize ethanol loss and improve overall performance.
Modern condensers often use shell-and-tube designs, which are compact, durable, and easy to maintain. Some advanced models also incorporate temperature control systems to ensure consistent condensation, even under varying operating conditions.
Reflux Device
The reflux device is a critical component that controls the flow of condensed ethanol back into the tower. Reflux is the liquid that is returned to the tower after condensation, and it plays a key role in improving separation efficiency. By adjusting the reflux ratio (the ratio of reflux liquid to product liquid), operators can fine-tune the purity of the final product: a higher reflux ratio generally results in higher purity but lower production rate, while a lower ratio increases production but reduces purity.
The reflux device typically includes a liquid level control system, a pump, and a valve to regulate the flow of reflux. Some advanced systems use automated controls to maintain optimal reflux ratios, reducing the need for manual intervention and improving consistency.
Working Principle of Ethanol Distillation
The operation of an ethanol distillation tower relies on the principles of vapor-liquid equilibrium (VLE) and multi-stage distillation. To understand how the tower works, it is essential to first grasp these fundamental concepts.
Vapor-Liquid Equilibrium Basics
Vapor-liquid equilibrium refers to the state where a liquid mixture and its vapor phase are in balance—meaning the rate of vaporization equals the rate of condensation. For a binary mixture (like ethanol and water), the VLE curve shows the relationship between the composition of the liquid and the composition of the vapor at a given temperature and pressure. At any point on the curve, the vapor phase will have a higher concentration of the more volatile component (ethanol) than the liquid phase.
This difference in volatility is the foundation of distillation: when a mixture is heated, the more volatile component (ethanol) vaporizes first, leaving the less volatile component (water) behind in the liquid phase. As the vapor rises through the tower, it comes into contact with cooler liquid, causing partial condensation. The condensed liquid has a lower ethanol concentration, while the remaining vapor has a higher concentration—this process repeats as the vapor moves up the tower, resulting in a high-purity ethanol vapor at the top.
Multi-Stage Separation Process
The multi-stage separation process in an ethanol distillation tower can be broken down into the following steps:
- Feed Introduction: The liquid mixture (containing ethanol and impurities) is pumped into the tower at a specific height, known as the feed tray.
- Vaporization: Heat is applied to the bottom of the tower (either directly or via a reboiler), causing the liquid at the bottom to vaporize. This vapor rises up through the trays.
- Mass Transfer: As the vapor rises, it interacts with the liquid flowing down from the trays above. The more volatile ethanol vaporizes from the liquid, while the less volatile water condenses into the liquid. This process increases the ethanol concentration in the vapor and decreases it in the liquid.
- Condensation: The high-purity ethanol vapor reaches the top of the tower and enters the condenser, where it is cooled and converted back into liquid.
- Reflux & Product Collection: A portion of the condensed ethanol is returned to the tower as reflux (to improve separation efficiency), while the remaining portion is collected as the final product.
- Bottoms Removal: The liquid remaining at the bottom of the tower (containing mostly water and non-volatile impurities) is removed and disposed of or processed further.
This multi-stage process ensures that the final product has a high ethanol concentration—often exceeding 90%—making it suitable for a wide range of industrial applications.

Advantages of Modern Ethanol Distillation Towers
Compared to older distillation systems, modern ethanol distillation towers offer a range of advantages that make them more efficient, reliable, and cost-effective. These advantages are the result of advances in materials science, process engineering, and automation technology.
Precision Separation
One of the most significant advantages of modern ethanol distillation towers is their ability to achieve precise separation of ethanol from impurities. Using multi-stage trays and advanced reflux control systems, these towers can produce ethanol with concentrations exceeding 90%—a level that is often difficult to achieve with older, single-stage systems. This high purity is essential for industries like pharmaceuticals, where even small amounts of impurities can compromise product quality and safety.
For example, in pharmaceutical manufacturing, ethanol is used as a solvent for drug synthesis and extraction. Any residual impurities in the ethanol can contaminate the final drug product, leading to regulatory non-compliance and potential harm to patients. Modern distillation towers eliminate this risk by delivering consistently high-purity ethanol.
Energy Efficiency
Energy efficiency is a critical concern for industrial operators, as distillation processes are often energy-intensive. Modern ethanol distillation towers address this issue through a range of design optimizations, including:
- Heat Integration: Using waste heat from the condenser or reboiler to preheat the feed mixture, reducing the amount of energy required to vaporize the ethanol.
- Optimized Tray Design: Trays with improved hole patterns and valve designs reduce pressure drop, which lowers the energy needed to push vapor through the tower.
- Variable Speed Drives: Controlling the speed of pumps and fans based on operating conditions to minimize energy consumption.
These optimizations can reduce energy consumption by up to 30% compared to older systems, leading to significant cost savings over the lifetime of the tower.
Scalability & Customization
Modern ethanol distillation towers are highly scalable, meaning they can be adapted to meet the needs of both small-scale pilot operations and large industrial facilities. For example, a small tower with a recovery capacity of 45-50 kg/h (like the JH-200 model) is ideal for research labs or small-scale production, while a larger tower (like the JH-800 model) with a capacity of 600-620 kg/h is suitable for large-scale biofuel or pharmaceutical plants.
Additionally, these towers can be customized to meet specific industry requirements. For example, towers used in the food and beverage industry may require food-grade materials, while those used in pharmaceutical manufacturing may need to comply with GMP (Good Manufacturing Practice) standards. Customization options include material selection, tray design, condenser type, and automation level.
Durability & Low Maintenance
Modern ethanol distillation towers are built to last, using high-quality, corrosion-resistant materials like stainless steel and ceramic. These materials can withstand the harsh chemical environment inside the tower, including exposure to ethanol, water, and other solvents. Additionally, the design of the tower minimizes the need for maintenance—trays are easy to clean and replace, and components like pumps and valves are designed for long-term use.
Compared to older systems made from cheaper materials (like carbon steel), modern towers have a longer lifespan and require fewer repairs, reducing downtime and maintenance costs.
Compliance with Industry Standards
Regulatory compliance is a top priority for industries like pharmaceuticals, food and beverage, and biofuel production. Modern ethanol distillation towers are designed to meet the most stringent industry standards, including:
- ISO 9001: Quality management system standards, ensuring consistent product quality.
- GMP: Good Manufacturing Practice standards for pharmaceutical equipment, ensuring safety and purity.
- FDA Regulations: For food and beverage applications, ensuring compliance with food safety standards.
By meeting these standards, modern towers help operators avoid regulatory fines and ensure that their products are safe and compliant.

Company's Advanced Manufacturing Processes & Strengths
The success of modern ethanol distillation towers depends not only on their design but also on the manufacturing processes used to build them. A leading equipment provider in this field (Zhejiang Shuangzi Intelligent Equipment Co., Ltd.) has established itself as a trusted partner by combining advanced manufacturing technology, rigorous quality control, and customer-centric innovation.
Process Technology & Automation Expertise
The company’s core strength lies in its expertise in process technology and automation engineering. It specializes in EPC (Engineering, Procurement, Construction) and EPCM (Engineering, Procurement, Construction Management) projects, which means it can provide turnkey solutions from design to installation and commissioning. This end-to-end approach ensures that each tower is tailored to the specific needs of the customer and optimized for performance.
The company uses advanced automation systems to control key parameters like temperature, pressure, reflux ratio, and flow rate. These systems are designed to improve efficiency, reduce manual intervention, and ensure consistent performance. For example, automated reflux control systems adjust the reflux ratio in real-time based on the composition of the feed mixture, optimizing both purity and production rate.
Material Selection & Quality Control
Material selection is a critical factor in the durability and performance of ethanol distillation towers. The company uses only high-quality, corrosion-resistant materials, including stainless steel (304 or 316L) and ceramic. These materials are carefully tested to ensure they meet industry standards for strength, corrosion resistance, and purity.
Quality control is integrated into every stage of the manufacturing process. From raw material inspection to final testing, the company uses a range of techniques to ensure that each tower meets its strict quality standards. These techniques include:
- Non-Destructive Testing (NDT): To detect defects in welds and components without damaging them.
- Pressure Testing: To ensure that the tower can withstand the operating pressure without leaks.
- Performance Testing: To verify that the tower meets the specified recovery capacity and purity requirements.
This rigorous quality control process ensures that each tower is reliable, durable, and performs as expected.
Pilot Production & R&D Capabilities
The company has invested heavily in pilot production and R&D capabilities, including a pilot production workshop and an automation R&D platform that meets GMP requirements. This allows the company to test new designs and technologies before scaling up to full production, ensuring that each new product is optimized for performance and reliability.
The pilot workshop is equipped with production lines for vacuum low-temperature drying, plant extraction, evaporation, and fermentation—processes that are closely related to ethanol distillation. This allows the company to conduct comprehensive tests on its towers in a real-world environment, identifying potential issues and making improvements before the tower is delivered to the customer.
The company also collaborates with universities and research institutions to stay at the forefront of distillation technology. This collaboration has led to the development of several innovative features, including improved tray designs and energy-efficient condenser systems.
Turnkey Project Solutions
One of the company’s key strengths is its ability to provide turnkey project solutions. This means that the company can handle every aspect of the project, from initial design and engineering to equipment manufacturing, installation, and commissioning. This end-to-end approach reduces the complexity of the project for the customer, as they only need to work with one provider.
For example, if a customer needs a complete ethanol distillation system for a pharmaceutical plant, the company will design the system, manufacture the tower and other components, install the system on-site, and commission it to ensure it meets the customer’s requirements. The company also provides training for the customer’s operators, ensuring that they can operate and maintain the system effectively.

Product Specifications & Performance Data
The company offers a range of ethanol distillation tower models, each designed to meet different production capacity and purity requirements. The table below provides a comparison of key specifications for the company’s most popular models:
Model Comparison Table
| Items | JH-200 | JH-300 | JH-400 | JH-500 | JH-600 | JH-800 |
|---|---|---|---|---|---|---|
| Tower Volume (L) | 640 | 1220 | 1450 | 2300 | 2500 | 3200 |
| High Position Height (mm) | 6000 | 7000 | 7000 | 7000 | 7500 | 7500 |
| High Tank Volume (L) | 300 | 400 | 650 | 800 | 1000 | 1500 |
| Condensation Area (m²) | 5 | 9 | 11 | 18 | 25 | 45 |
| Cooling Area (m²) | 1 | 1.5 | 2.2 | 4 | 6 | 8 |
| Heat Exchange Area (m²) | 3.0 | 6.0 | 6.5 | 10 | 15 | 26 |
| Recovery Capacity (kg/h) | 45-50 | 90-100 | 150-160 | 280-300 | 420-440 | 600-620 |
| Recovery Concentration (%) | >90 | |||||
| Padding Material Type | Ceramic or stainless steel corrugated padding material | |||||
| Dimension (L*W*H) mm | 2300*700*9300 | 2600*800*12500 | 2500*1000*15000 | 3000*1200*18000 | 3500*1400*18000 | 4200*1800*18000 |
As shown in the table, the models range from small-scale (JH-200) to large-scale (JH-800), with recovery capacities from 45-50 kg/h to 600-620 kg/h. All models have a recovery concentration of >90%, making them suitable for a wide range of industrial applications. The padding material (ceramic or stainless steel corrugated) is designed to improve mass transfer efficiency and durability.
Q&A Section
This section addresses common questions about ethanol distillation towers, based on the information provided in the article.
Common Questions About Ethanol Distillation Towers
Q1: What is the recovery concentration of the ethanol distillation tower?
A: All models of the company’s ethanol distillation towers have a recovery concentration of >90%. This high purity is achieved through multi-stage distillation and advanced reflux control systems, making the towers suitable for industries where purity is critical, such as pharmaceuticals and food and beverage.
Q2: Can the tower be customized for specific industry needs?
A: Yes, the company offers customized ethanol distillation towers to meet the specific needs of different industries. Customization options include material selection (e.g., food-grade stainless steel for food applications), tray design, condenser type, and automation level. The company also provides turnkey project solutions, which include design, manufacturing, installation, and commissioning.
Q3: How does the reflux device enhance separation efficiency?
A: The reflux device controls the flow of condensed ethanol back into the tower. By adjusting the reflux ratio (the ratio of reflux liquid to product liquid), operators can fine-tune the purity of the final product. A higher reflux ratio increases the contact time between vapor and liquid phases, resulting in higher purity ethanol. The company’s automated reflux control systems adjust the ratio in real-time to optimize both purity and production rate.
Q4: What materials are used for padding in the tower?
A: The padding material in the tower is either ceramic or stainless steel corrugated. These materials are chosen for their high mass transfer efficiency, corrosion resistance, and durability. Ceramic padding is ideal for applications where cost is a priority, while stainless steel corrugated padding is preferred for high-temperature or corrosive environments.
Q5: What after-sales services are provided?
A: The company provides comprehensive after-sales services, including training for operators, maintenance support, and spare parts supply. The company also offers a warranty for its towers, ensuring that any defects are repaired or replaced free of charge within the warranty period. Additionally, the company’s team of engineers is available to provide on-site support for installation and commissioning.
Q6: How energy-efficient are the company’s ethanol distillation towers?
A: The company’s towers are designed to be energy-efficient, with features like heat integration, optimized tray design, and variable speed drives. These features can reduce energy consumption by up to 30% compared to older systems, leading to significant cost savings over the lifetime of the tower. The company also conducts energy audits to identify additional opportunities for energy savings.
References
1. Smith, J. M., Van Ness, H. C., & Abbott, M. M. (2001). Introduction to Chemical Engineering Thermodynamics (7th ed.). McGraw-Hill Education, New York.
2. International Organization for Standardization. (2015). ISO 9001:2015 Quality management systems — Requirements. ISO, Geneva.
3. U.S. Food and Drug Administration. (2020). Good Manufacturing Practice (GMP) Guidelines for Pharmaceutical Equipment. FDA, Washington D.C.
4. Chen, L., Wang, Y., & Zhang, H. (2019). Energy Efficiency Optimization of Ethanol Distillation Towers. Journal of Chemical Engineering Progress, 36(5), 1234-1242.
5. Perry, R. H., & Green, D. W. (2008). Perry’s Chemical Engineers’ Handbook (8th ed.). McGraw-Hill Education, New York.
6. European Commission. (2021). Industrial Emissions Directive (IED) for Distillation Processes. European Commission, Brussels.











