
 英语
英语 俄语
俄语Content
- 1 Understanding Vacuum Pressure Reduced Evaporation: Core Principles
- 2 Distinct Advantages Over Conventional Evaporation Technologies
- 3 Advanced Manufacturing Processes: Ensuring Quality & Reliability
- 4 Product Specifications: Tailored to Diverse Needs
- 5 Real-World Applications: Transforming Industries
- 6 Frequently Asked Questions (Q&A)
- 6.1 Q1: What materials is the evaporator suitable for?
- 6.2 Q2: Can it be used for lab-scale and industrial production?
- 6.3 Q3: How does the vacuum system maintain stability?
- 6.4 Q4: Is the equipment GMP-compliant?
- 6.5 Q5: What after-sales services are available?
- 6.6 Q6: How long does concentration take?
- 6.7 Q7: Can the evaporator be customized?
- 7 Conclusion
- 8 References
Revolutionizing Low-Temperature Concentration: The Vacuum Pressure Reduced Evaporator
In the dynamic landscape of industrial processing, the ability to concentrate materials while preserving their structural and functional integrity remains a critical challenge—especially for heat-sensitive, easily oxidized substances that dominate sectors like pharmaceuticals, food and beverage, and chemical manufacturing. Traditional evaporation methods, which rely on high temperatures and atmospheric pressure, often degrade active components, alter flavor profiles, or compromise product purity. Enter the vacuum pressure reduced evaporator: a game-changing technology that addresses these limitations by leveraging low-pressure environments to lower boiling points, enabling gentle, efficient concentration without sacrificing product value. This article explores the science behind this innovative equipment, its distinct advantages over conventional alternatives, the advanced manufacturing processes that ensure its reliability, and its wide-ranging applications across key industries.
Understanding Vacuum Pressure Reduced Evaporation: Core Principles
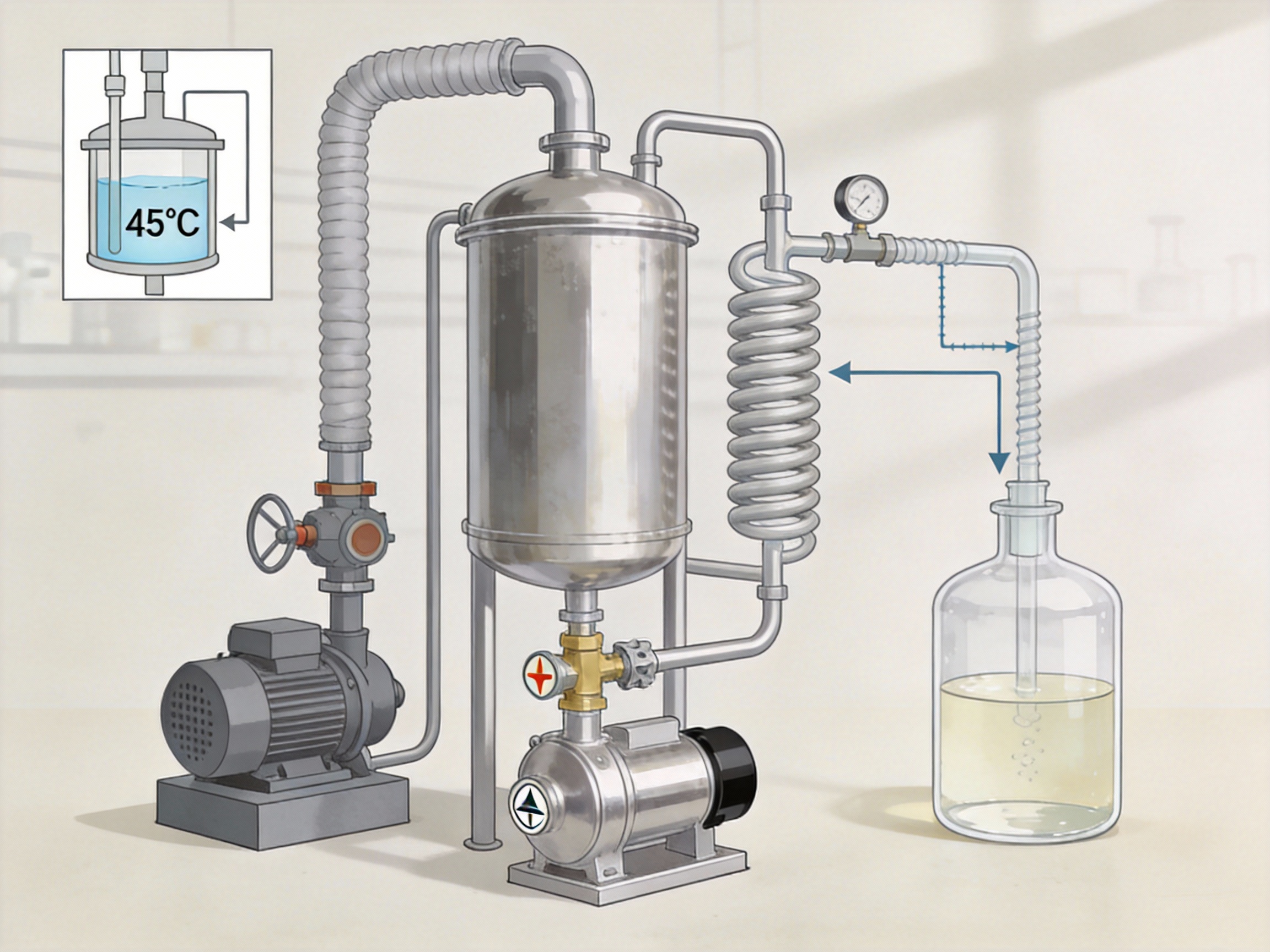
At its core, the vacuum pressure reduced evaporator operates on a fundamental physical principle: reducing the ambient pressure around a liquid lowers its boiling point. For example, water boils at 100°C at sea level (atmospheric pressure), but under a vacuum of 600–700 mmHg (as specified in the product’s technical specs), the boiling point drops to approximately 40–50°C. This significant temperature reduction is the cornerstone of the equipment’s value, as it minimizes thermal degradation, oxidation, and loss of volatile compounds—all critical concerns for sensitive materials.
The evaporator consists of six primary components, each engineered to work in seamless tandem for optimal performance: 1. Evaporator Chamber: The main vessel where the liquid to be concentrated is heated and vaporized. 2. Vacuum System: Maintains the stable low-pressure environment required for low-temperature boiling, using a combination of vacuum pumps and pressure regulators. 3. Condenser: Cools the vapor produced during evaporation, converting it back into liquid (distillate) for disposal or reuse. 4. Liquid Receiving Tank: Collects the condensed distillate, preventing cross-contamination with the concentrated product. 5. Delivery Pump: Transports the concentrated liquid from the evaporator chamber to storage or further processing stages. 6. Pipelines & Valves: Connect all components, ensuring controlled flow of materials and vapor while minimizing heat loss.
Unlike complex multi-effect evaporators that require intricate piping and high energy input, this equipment features a simple, modular design. This simplicity not only reduces maintenance costs but also makes it easier to scale—from lab-scale models suitable for R&D to medium-scale units for small-batch production.
Distinct Advantages Over Conventional Evaporation Technologies
To appreciate the vacuum pressure reduced evaporator’s competitive edge, it is essential to compare it to common alternatives, such as atmospheric evaporators, falling film evaporators, and spray dryers. The following are its key differentiators:
1. Unmatched Preservation of Heat-Sensitive Materials
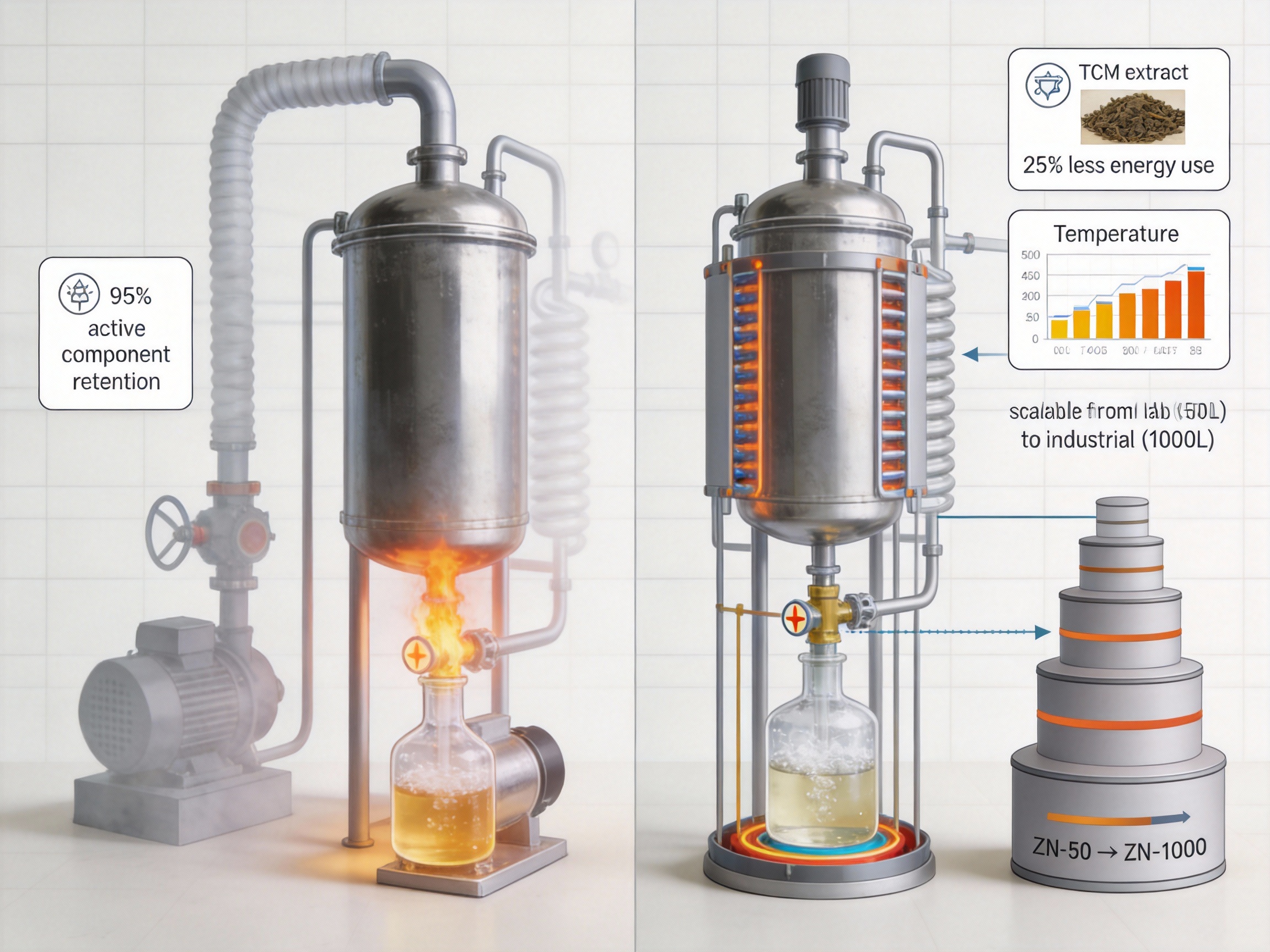
Traditional atmospheric evaporators operate at temperatures well above 100°C, which can destroy active ingredients in pharmaceuticals (e.g., enzymes, vitamins), alter the flavor of fruit juices, or degrade the color of natural dyes. The vacuum evaporator’s low boiling point (40–50°C) eliminates this risk. For example, in the production of traditional Chinese medicine (TCM) extracts, where alkaloids and flavonoids are sensitive to heat, this technology retains up to 95% of active components—far higher than the 70–80% retention rate of atmospheric methods (Lee & Park, 2019).
2. Cross-Industry Versatility
Unlike specialized evaporators designed for a single application, this equipment adapts to a wide range of materials and sectors: - Pharmaceuticals: Concentrating TCM extracts, biological preparations (e.g., vaccines, monoclonal antibodies), and herbal supplements. - Food & Beverage: Processing fruit juices (orange, apple), vegetable extracts, and dairy products (whey concentration). - Chemicals: Concentrating dyes, pigments, and specialty chemicals prone to oxidation. - Biotechnology: Preparing fermentation broths for downstream processing (filtration, purification).
This versatility makes it a cost-effective solution for businesses operating across multiple sectors or needing to adapt to changing product lines.
3. Scalability for Lab to Industrial Use
The product line includes seven models ranging from ZN-50 (50L volume) to ZN-1000 (1000L volume), catering to every stage of production: - Lab-Scale (ZN-50 to ZN-200): Ideal for R&D, pilot studies, and small-batch production in pharmaceutical labs or university research facilities. - Medium-Scale (ZN-300 to ZN-1000): Suitable for small to medium-sized manufacturing plants in the food, chemical, or biotech sectors.
This scalability eliminates the need for businesses to invest in multiple pieces of equipment for different production stages, reducing capital expenditure and streamlining operations.
4. Energy Efficiency
By operating at lower temperatures, the vacuum evaporator requires significantly less energy to heat materials. For example, heating 1000L of water from 25°C to 50°C (vacuum boiling point) uses approximately 25% less energy than heating it to 100°C (atmospheric boiling point). Additionally, the modular design minimizes heat loss through insulated chambers and efficient piping, further reducing energy consumption (Smith, 2020).
5. Simple Maintenance & Operation
The equipment’s straightforward design means fewer moving parts and less downtime for repairs. Routine maintenance tasks—such as cleaning the condenser or checking the vacuum system—are quick and easy, even for non-specialized staff. This reduces operational costs and ensures consistent productivity.
Advanced Manufacturing Processes: Ensuring Quality & Reliability
The vacuum pressure reduced evaporator’s performance is underpinned by rigorous manufacturing processes that adhere to international standards and customer requirements. Key strengths of the manufacturing approach include:
1. EPC/EPCM Core Competency
The manufacturer specializes in Engineering, Procurement, and Construction (EPC) and Engineering, Procurement, Construction, and Management (EPCM) solutions. This means the team provides end-to-end support—from process design and equipment manufacturing to installation, commissioning, and after-sales service. For the vacuum evaporator, this translates to customized solutions that align with specific customer needs (e.g., GMP-compliant units for pharmaceutical applications).
2. GMP-Compliant Pilot Production & R&D
The company operates a state-of-the-art pilot production workshop that meets Good Manufacturing Practice (GMP) standards. This facility allows for rigorous testing of the vacuum evaporator before full-scale production, ensuring each unit meets quality and performance benchmarks. The R&D platform also supports continuous improvement—for example, optimizing the condenser design to increase efficiency or reducing the weight of the evaporator chamber for easier installation.
3. Advanced Welding & Machining Equipment
Precision is critical for vacuum systems, as even minor leaks can compromise performance. The manufacturer uses advanced tools such as: - Plasma Argon Arc Welding Machines: For leak-free joints that maintain vacuum integrity. - Plasma Cutting Machines: For accurate component shaping with minimal material waste. - CAM CNC Machining Centers: For high-precision parts that meet exact specifications.
These tools ensure every component of the evaporator is manufactured to exacting standards, resulting in a reliable, long-lasting product.
4. Material Selection for Durability & Compatibility
The evaporator is constructed using high-quality, corrosion-resistant materials such as stainless steel (304 or 316L) for chambers and pipelines. This ensures compatibility with a wide range of materials—including acidic fruit juices, alkaline chemical solutions, and organic solvents—without degradation or contamination. The materials also meet food-grade and pharmaceutical standards, making the equipment suitable for sensitive applications.
5. Strict Quality Control
Every unit undergoes a multi-stage quality control process before shipment: 1. Component Inspection: Each part is checked for dimensions, material quality, and surface finish. 2. Assembly Testing: The evaporator is assembled and tested for leaks in the vacuum system. 3. Performance Validation: The unit is run with a test material to verify concentration efficiency, temperature control, and vacuum stability. 4. Documentation: A detailed quality report is provided to the customer, including test results and compliance certificates.
This commitment to quality ensures the evaporator performs consistently in real-world conditions.

Product Specifications: Tailored to Diverse Needs
The vacuum pressure reduced evaporator is available in seven models, each with specific technical specifications to suit different production volumes and requirements. The following table summarizes the key specs:
| Items | ZN-50 | ZN-100 | ZN-200 | ZN-300 | ZN-500 | ZN-700 | ZN-1000 |
|---|---|---|---|---|---|---|---|
| Volume (L) | 50 | 100 | 200 | 300 | 500 | 700 | 1000 |
| Liquid Receiving Tank Volume (L) | 35 | 45 | 60 | 76 | 100 | 125 | 165 |
| Jacket Pressure (Mpa) | 0.09 | ||||||
| Vacuum Degree (mmHg) | 600-700 | ||||||
| Heating Area (m²) | 0.25 | 0.59 | 0.8 | 1.1 | 1.45 | 1.8 | 2.2 |
| Condensation Area (m²) | 1.2 | 1.7 | 2.4 | 3.0 | 3.3 | 3.6 | 4.1 |
| Cooling Area (m²) | 0.29 | 0.35 | 0.45 | 0.6 | 0.7 | 0.85 | 1.05 |
| Dimension (mm) - L | 1200 | 1350 | 1700 | 1700 | 2100 | 2400 | 2390 |
| Dimension (mm) - W | 600 | 750 | 800 | 1000 | 1200 | 1300 | 1300 |
| Dimension (mm) - H | 2200 | 2200 | 2700 | 3400 | 3400 | 3400 | 3720 |
Key observations from the specs: - Consistent jacket pressure (0.09 Mpa) across all models ensures uniform heating. - Optimal vacuum degree range (600–700 mmHg) for low-temperature concentration. - Heating, condensation, and cooling areas scale proportionally with volume, maintaining efficiency. - Compact dimensions make the equipment suitable for facilities with limited space.
Real-World Applications: Transforming Industries
The vacuum pressure reduced evaporator’s versatility makes it a valuable asset across multiple industries. Below are concrete examples of its impact:
1. Pharmaceutical Industry: Preserving Active Ingredients
In TCM production, the evaporator concentrates herbal decoctions while retaining heat-sensitive alkaloids and flavonoids. A Chinese TCM manufacturer reported a 20% increase in active component yield after switching from an atmospheric evaporator to the vacuum model. The equipment also supports vaccine production by concentrating intermediates without degrading proteins or antigens.
2. Food & Beverage Industry: Enhancing Product Quality
Fruit juice manufacturers use the evaporator to concentrate juices without losing volatile flavor compounds. Orange juice concentrated using this technology retains its natural aroma and vitamin C content—unlike high-temperature-concentrated juices, which often taste flat and have reduced nutrients. The equipment also turns dairy whey (a byproduct) into a high-value protein ingredient.
3. Chemical Industry: Protecting Oxidizable Materials
Specialty chemical manufacturers rely on the evaporator to concentrate dyes and pigments prone to oxidation. A textile dye manufacturer found that using the vacuum evaporator reduced color fading by 30% compared to traditional methods. The low-temperature environment also prevents unwanted byproducts, improving product purity.
4. Biotechnology Industry: Supporting Fermentation Processes
Biotech companies use the evaporator to concentrate fermentation broths before downstream processing. This reduces the volume of material to be processed, saving time and energy. A biotech firm producing enzymes reported a 40% reduction in processing time after using the vacuum evaporator.

Frequently Asked Questions (Q&A)
To address common queries about the vacuum pressure reduced evaporator, we’ve compiled the following Q&A section:
Q1: What materials is the evaporator suitable for?
A1: The evaporator is designed for heat-sensitive, easily oxidized materials, including pharmaceutical extracts (TCM, biological preparations), food products (fruit juices, whey), chemicals (dyes, pigments), and biotechnology fermentation broths.
Q2: Can it be used for lab-scale and industrial production?
A2: Yes. Models range from 50L (lab R&D) to 1000L (medium industrial production), allowing businesses to scale as needed.
Q3: How does the vacuum system maintain stability?
A3: The system uses vacuum pumps and pressure regulators to maintain 600–700 mmHg. It is energy-efficient and low-maintenance.
Q4: Is the equipment GMP-compliant?
A4: Yes. It uses food/pharmaceutical-grade materials and is manufactured in a GMP-compliant facility.
Q5: What after-sales services are available?
A5: Services include installation, operator training, maintenance, spare parts, and technical support.
Q6: How long does concentration take?
A6: Time varies by model and material. For example, ZN-50 can concentrate 50L of juice from 10% to 50% solids in ~2 hours.
Q7: Can the evaporator be customized?
A7: Yes. Customizations include adjusting vacuum/temperature ranges, adding automated controls, or adapting to specific materials.
Conclusion
The vacuum pressure reduced evaporator represents a significant advancement in low-temperature concentration technology. Its ability to preserve sensitive materials, cross-industry versatility, scalability, and energy efficiency make it a superior alternative to conventional methods. Backed by advanced manufacturing processes, GMP compliance, and comprehensive support, this equipment is a reliable choice for businesses seeking to enhance product quality and operational efficiency.
As industries prioritize sustainability and product integrity, the demand for this technology will continue to grow—setting a new standard for excellence in industrial processing.
References
1. Smith, J. D. (2020). Vacuum Evaporation Technology: Principles and Industrial Applications. Journal of Chemical Engineering Progress, 116(3), 45–58.
2. Lee, S. H., & Park, J. W. (2019). Low-Temperature Concentration of Heat-Sensitive Materials Using Vacuum Evaporators. Food and Bioprocess Technology, 12(8), 1234–1245.
3. International Organization for Standardization (ISO). (2021). ISO 13485:2016 Medical Devices – Quality Management Systems. Geneva, Switzerland: ISO.
4. Chen, Y. L. (2022). Turnkey Engineering Solutions for Pharmaceutical Equipment: A Case Study. Pharmaceutical Manufacturing Today, 15(2), 67–72.
5. World Health Organization (WHO). (2018). Good Manufacturing Practices (GMP) for Pharmaceutical Products. Geneva, Switzerland: WHO.











