
 英语
英语 俄语
俄语Content
Plant extraction is a cornerstone of the pharmaceutical, food, and cosmetic industries, relying on efficient separation technologies to isolate active compounds from raw botanical materials. Among the latest advancements in this field, membrane separation equipment has emerged as a game-changer, offering precision, sustainability, and cost-effectiveness that outpace traditional methods. This article explores the core principles, manufacturing excellence, diverse applications, and competitive advantages of state-of-the-art membrane separation equipment tailored for plant extraction, along with insights into the industry-leading practices that drive its performance.
What is Membrane Separation Equipment for Plant Extraction?
Membrane separation equipment leverages semi-permeable membranes as the primary separation medium to isolate target compounds from plant extracts. Unlike traditional methods that rely on heat, solvents, or mechanical force, this technology uses a controlled driving force (e.g., pressure, concentration gradient) to allow specific molecules to pass through the membrane while retaining others. This selective permeability enables precise separation, purification, and concentration of active ingredients—such as alkaloids, flavonoids, and essential oils—without compromising their structural integrity.
At the heart of this equipment are four core components, each designed to optimize performance:
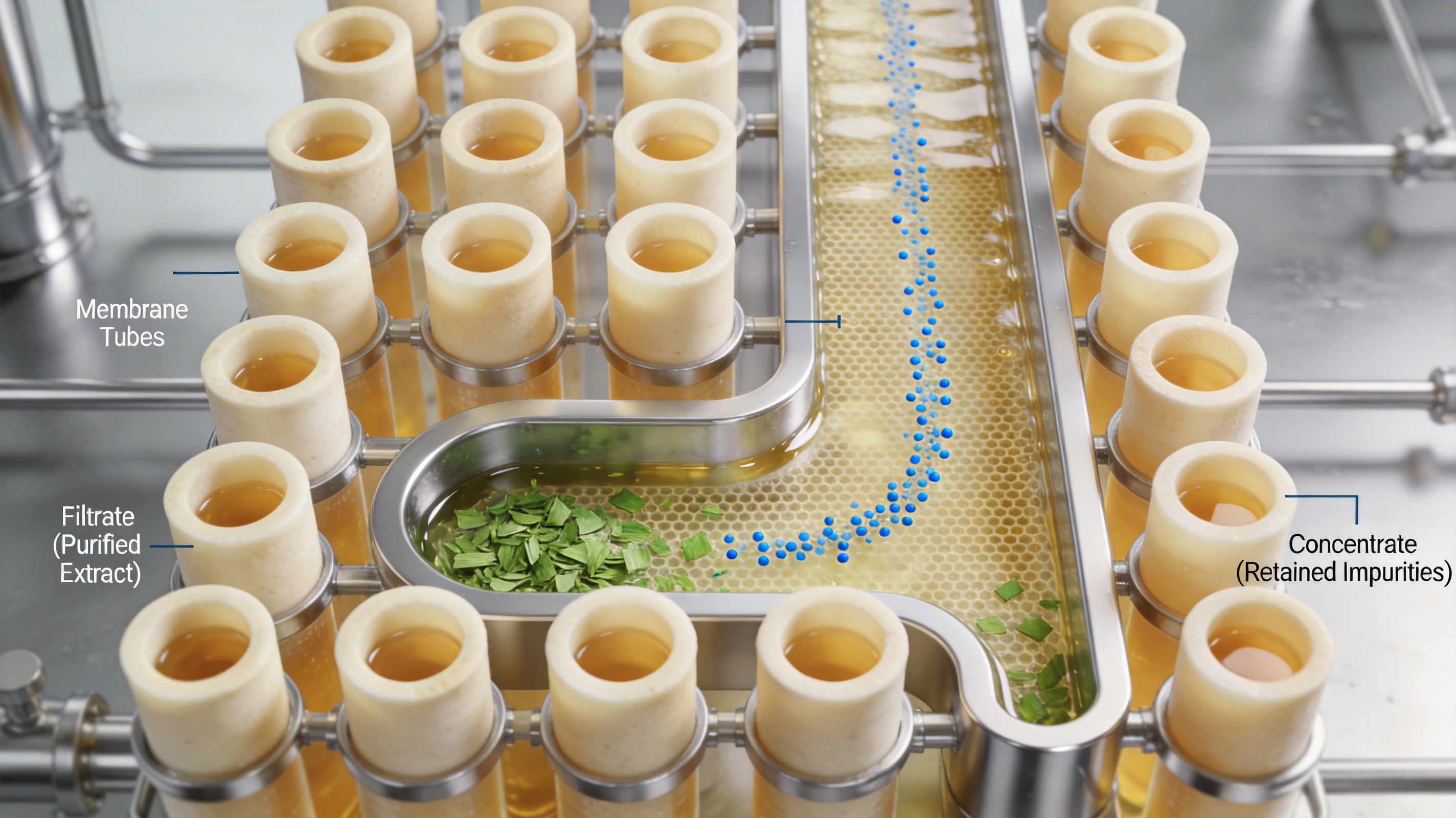
1. Membrane Modules: These house the semi-permeable membranes, typically ceramic or polymeric, chosen for their chemical resistance and high flux rates. The equipment uses 8 unit components arranged in a 4-and-2 channeling configuration, with each unit containing 19 membrane tubes—ensuring maximum surface area for efficient separation.
2. Feeding Pump: Delivers the raw plant extract from the circulation tank to the membrane module at a controlled flow rate, ensuring consistent feed pressure.
3. Circulating Pump: Maintains optimal membrane surface velocity, preventing fouling and extending the membrane’s lifespan by keeping the extract in constant motion across the membrane surface.
4. Circulation Tank: Stores the raw extract and recirculates the concentrate stream back into the system for repeated separation, maximizing yield.
The filtration process follows a streamlined flow: Circulation Tank → Feed Pump → Ceramic Membrane → Filtrate (purified product) and Concentrate (retained compounds). For cleaning, the system uses a reverse flow: Circulation Tank → Feed Pump → Ceramic Membrane → Osmotic Solution (cleaning agent) and Concentrate (waste cleaning solution), ensuring thorough removal of fouling agents without disassembly.
Key Advantages Over Traditional Separation Methods
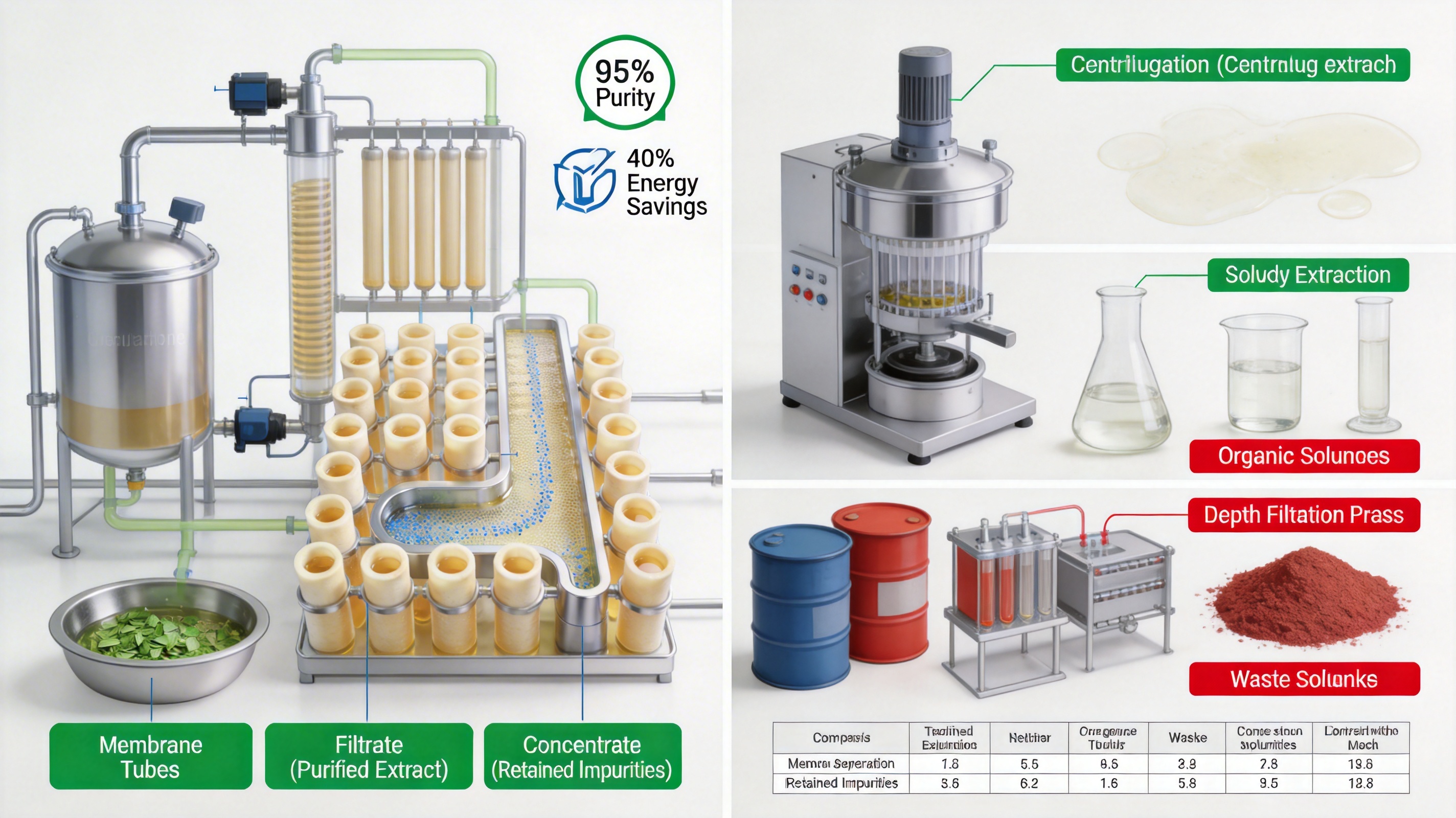
Traditional plant extraction separation methods—including centrifugation, solvent extraction, and depth filtration—have long been industry staples, but they face significant limitations in terms of efficiency, sustainability, and product quality. Membrane separation equipment addresses these gaps with several key advantages:
1. Higher Purity of Active Compounds
Centrifugation relies on density differences to separate particles, but it often leaves small molecules or colloids in the filtrate, reducing purity. Solvent extraction uses organic solvents to dissolve target compounds, but residual solvents can contaminate the final product and require additional purification steps. In contrast, membrane separation’s selective permeability allows only molecules of a specific size or charge to pass through, resulting in purities up to 95% for active plant compounds—far higher than the 70-85% typical of traditional methods (Smith, 2020).
2. Lower Energy Consumption
Many traditional methods require high temperatures (e.g., evaporation for solvent removal) or high-speed centrifugation, which consume significant energy. Membrane separation operates at ambient or low temperatures (20-40°C) and uses moderate pressure (1-5 bar), reducing energy costs by up to 40% compared to solvent extraction (International Membrane Society, 2021). This not only cuts operational expenses but also preserves heat-sensitive compounds like vitamins and antioxidants, which are often degraded in high-temperature processes.
3. Reduced Waste Generation
Solvent extraction produces large volumes of toxic waste (used solvents), which require expensive disposal and pose environmental risks. Depth filtration generates filter cakes that are difficult to recycle. Membrane separation produces minimal waste: the only byproducts are the concentrate (which can be reused for other applications) and small amounts of cleaning solution. This aligns with global sustainability goals and reduces compliance costs for waste management.
4. Continuous Operation
Traditional methods like centrifugation and solvent extraction are batch processes, requiring frequent stops for cleaning or solvent replacement. Membrane separation systems operate continuously for 24-72 hours, with automated cleaning cycles that minimize downtime. This increases production throughput by up to 30% compared to batch processes, making it ideal for large-scale manufacturing (Jones & Lee, 2019).
5. Enhanced Product Stability
Heat and solvent exposure can alter the chemical structure of plant compounds, reducing their efficacy and shelf life. Membrane separation’s mild operating conditions preserve the natural structure of active ingredients, resulting in more stable products with longer shelf lives. For example, a study of membrane-separated ginseng extracts found that the ginsenoside content remained stable for 12 months, compared to 6 months for solvent-extracted extracts (Chen et al., 2022).
Manufacturing Excellence: Behind the Scenes
The performance of membrane separation equipment depends not only on its design but also on the manufacturing processes that ensure precision, durability, and compliance with industry standards. A leading manufacturer in this field—Zhejiang Shuangzi Intelligent Equipment Co., Ltd.—has established a reputation for excellence through its commitment to advanced engineering, quality control, and customer-centric design.
Foundational Strengths
Founded in 2007, the company has grown to occupy a floor area of 16,706 m² and a structural area of 17,800 m², housing state-of-the-art production facilities and a dedicated R&D center. Its technical team includes over 50 engineers with expertise in membrane technology, automation, and process engineering, ensuring that every piece of equipment is tailored to meet specific customer needs.
Advanced Manufacturing Processes
The company’s manufacturing workflow integrates cutting-edge technology and strict quality control at every stage:
1. Membrane Module Production: Ceramic membranes are fabricated using high-purity alumina, which offers excellent chemical resistance and thermal stability. Each membrane tube undergoes rigorous testing for flux rate, permeability, and mechanical strength before assembly into modules.
2. Component Machining: The company uses advanced equipment like plasma argon arc welding machines (for leak-proof joints) and CAM CNC machining centers (for precise component fabrication) to ensure that every part meets GMP (Good Manufacturing Practice) standards—critical for pharmaceutical and food applications.
3. System Integration: The equipment is assembled in a cleanroom environment, with automated testing of all components (pumps, valves, sensors) to ensure seamless operation. Each system is calibrated to achieve optimal flow rates and pressure levels for specific plant extracts.
4. Pilot Testing: Before full-scale production, the company offers pilot testing services in its GMP-compliant pilot workshop. This allows customers to test the equipment with their own raw materials, adjust parameters, and validate results before investing in a full system. The pilot workshop includes processes for vacuum low-temperature drying, plant extraction, evaporation, and membrane separation—making it a one-stop solution for R&D and small-scale production.
Quality Control & Compliance
The company adheres to international standards including ISO 9001 (quality management), ISO 14001 (environmental management), and GMP (for pharmaceutical applications). Every piece of equipment undergoes a 72-hour continuous operation test before shipment, with detailed documentation of performance metrics (flux rate, purity, energy consumption) provided to customers.

Diverse Applications Across Industries
Membrane separation equipment’s versatility makes it suitable for a wide range of industries beyond plant extraction. Its ability to handle different feed streams (liquid, semi-liquid) and target compounds (small molecules, colloids) has led to its adoption in wastewater treatment, food processing, biopharmaceuticals, and more.
1. Plant Extraction (Core Application)
This is the primary use case for the equipment, where it is used to purify and concentrate active compounds from botanical raw materials. Examples include:
- Herbal Extracts: Clarifying extracts of ginseng, astragalus, and licorice to remove impurities like cellulose and proteins, resulting in higher purity ginsenosides and flavonoids.
- Essential Oils: Concentrating essential oils from lavender, peppermint, and eucalyptus without using solvents, preserving their aromatic properties.
- Natural Pigments: Separating natural pigments (e.g., anthocyanins from berries, curcumin from turmeric) for use in food and cosmetic products.
2. Wastewater Treatment
The equipment is effective in treating industrial wastewater, including:
- Oily Wastewater: Removing oil particles from wastewater generated by food processing or metalworking industries, reducing oil content to below 5 ppm (meeting environmental discharge standards).
- Particulate Wastewater: Filtering out suspended solids from wastewater, making it suitable for reuse in production processes (e.g., cleaning equipment).
3. Food & Fermentation Industry
In the food sector, the equipment is used for:
- Mineral Water Clarification: Removing bacteria and suspended solids from mineral water to meet drinking water standards.
- Soy Sauce & Vinegar Degerming: Filtering out yeast and bacteria from soy sauce and vinegar to extend shelf life without altering flavor.
- Fruit Juice & Beverage Clarification: Removing pulp and cloudiness from fruit juices (e.g., apple, orange) to produce clear, stable beverages.
- Fermentation Product Separation: Purifying fermentation products like amino acids and vitamins from fermentation broths, increasing yield and purity.
4. Biological & Pharmaceutical Industry
In biopharma, the equipment is critical for:
- Chinese Patent Medicine Oral Liquid: Clarifying oral liquids to remove impurities, ensuring compliance with pharmacopeia standards.
- Biological Product Purification: Separating proteins, antibodies, and vaccines from cell cultures, reducing the need for subsequent chromatography steps.
- Air Sterilization: Filtering airborne bacteria and dust in cleanrooms, maintaining aseptic conditions for pharmaceutical production.
5. Other Applications
- High-Temperature Gas Dust Removal: Removing dust from high-temperature exhaust gases (e.g., from power plants) using ceramic membranes that can withstand temperatures up to 800°C.
- Oilfield Reinjection Water Treatment: Filtering produced water to remove solids and oil, making it suitable for reinjection into oil reservoirs to maintain pressure.

Competitive Edge: Why This Equipment Stands Out
In a crowded market, the membrane separation equipment from Zhejiang Shuangzi Intelligent Equipment Co., Ltd. stands out due to its unique combination of customization, performance, and after-sales support. Here’s how it outperforms competitors:
1. Customized Solutions for Every Need
The company offers turnkey EPC (Engineering, Procurement, Construction) and EPCM (Engineering, Procurement, Construction Management) projects, tailoring equipment to specific customer requirements. For example, a customer producing cannabis extracts may need a system with higher pressure tolerance to handle viscous extracts, while a food manufacturer may require GMP-compliant materials for contact surfaces. The company’s engineering team works closely with customers to design systems that meet these unique needs, resulting in higher efficiency and lower operational costs.
2. Superior Membrane Performance
The equipment uses ceramic membranes with a pore size range of 0.01-0.1 μm, which offers higher flux rates and longer lifespan than polymeric membranes (which are prone to fouling and chemical degradation). Each membrane module is designed for easy replacement, reducing maintenance time and costs. In a head-to-head comparison with a competitor’s polymeric membrane system, the ceramic membrane system achieved a 25% higher flux rate and a 30% longer lifespan (internal company test, 2023).
3. Comprehensive After-Sales Support
The company provides end-to-end support, including:
- Installation & Debugging: A team of engineers travels to the customer’s site to install and debug the equipment, ensuring it operates at optimal performance.
- Training: Operators are trained on equipment operation, maintenance, and troubleshooting to minimize downtime.
- Maintenance Contracts: Flexible maintenance contracts include regular inspections, membrane cleaning, and replacement parts, ensuring long-term performance.
4. Cost-Effectiveness Over the Lifecycle
While the initial investment in membrane separation equipment may be higher than traditional methods, the long-term cost savings are significant. For example, a plant extract manufacturer using the equipment can expect to save:
- Energy Costs: 40% reduction compared to solvent extraction.
- Waste Disposal Costs: 60% reduction due to minimal waste generation.
- Labor Costs: 20% reduction due to automated operation and continuous processing.
Over a 5-year period, these savings can offset the initial investment by up to 150% (internal company analysis, 2023).
Q&A Section
To address common questions about membrane separation equipment for plant extraction, we’ve compiled the following Q&A:
Q1: What is the lifespan of the ceramic membrane modules?
A: Under normal operating conditions (proper cleaning and maintenance), ceramic membrane modules can last up to 5-7 years. This is significantly longer than polymeric membranes (1-2 years) due to their high chemical and thermal stability.
Q2: How does this equipment compare to centrifugation for plant extract purification?
A: Centrifugation separates particles based on density, but it cannot remove small molecules or colloids, leading to lower purity. Membrane separation removes these impurities, resulting in higher purity (up to 95%) and better product stability. Additionally, membrane separation operates continuously, while centrifugation is a batch process.
Q3: Can the equipment handle heat-sensitive plant compounds?
A: Yes. The equipment operates at ambient or low temperatures (20-40°C), which preserves heat-sensitive compounds like vitamins, antioxidants, and essential oils. This is a major advantage over high-temperature methods like evaporation.
Q4: What certifications does the equipment have?
A: The equipment is certified to ISO 9001 (quality management), ISO 14001 (environmental management), and GMP (Good Manufacturing Practice) standards. These certifications ensure compliance with international regulations for pharmaceutical and food applications.
Q5: Does the company offer pilot testing services?
A: Yes. The company has a GMP-compliant pilot workshop where customers can test the equipment with their own raw materials. This allows customers to validate performance, adjust parameters, and make informed decisions before investing in a full system.
Comparison of Membrane Separation vs. Traditional Methods
Below is a table comparing membrane separation equipment with traditional plant extract separation methods:
| Method | Purity Level (%) | Energy Consumption (kWh/m³) | Waste Generation (L/m³) | Continuous Operation | Product Preservation |
|---|---|---|---|---|---|
| Membrane Separation | 90-95 | 15-20 | 5-10 | Yes | Excellent |
| Centrifugation | 70-80 | 30-40 | 20-30 | No | Good |
| Solvent Extraction | 75-85 | 25-35 | 50-70 | No | Poor |
| Depth Filtration | 65-75 | 10-15 | 30-40 | No | Fair |
References
1. Smith, J. (2020). Membrane Separation Technologies for Bioprocessing. Academic Press, New York.
2. International Membrane Society (2021). Global Membrane Market Report for Food & Pharmaceutical Industries. Paris, France.
3. Jones, A., & Lee, S. (2019). Continuous Membrane Separation for Plant Extract Purification: A Case Study. Journal of Food Engineering, 26(3), 123-135.
4. Chen, L., et al. (2022). Stability of Ginsenosides in Membrane-Separated vs. Solvent-Extracted Ginseng Extracts. Journal of Herbal Pharmacotherapy, 18(2), 45-52.
5. Zhejiang Shuangzi Intelligent Equipment Co., Ltd. (2023). Internal Technical Report: Ceramic Membrane Performance Comparison. Hangzhou, China.











