
 英语
英语 俄语
俄语Content
- 1 1. Industrial Challenges in Pectin Extraction: From Raw Material to Final Product
- 2 2. Core Workflow & Component Design of the Pectin Extraction Line
- 3 3. Competitive Advantages Over Traditional & Competitor Equipment
- 4 4. Advanced Manufacturing Processes & Company Expertise
- 5 5. Capacity & Performance Specifications
- 6 6. Industry Applications of Extracted Pectin
- 7 7. Q&A Section
- 8 8. Future Trends in Pectin Extraction Technology
- 9 9. References
Pectin is a high-value polysaccharide with widespread applications across food, pharmaceutical, cosmetic, and nutraceutical industries. As global demand for plant-derived functional ingredients surges—projected to reach $1.2 billion by 2028 (FAO, 2021)—the need for efficient, scalable, and quality-focused extraction equipment has never been greater. Traditional pectin extraction methods, while established, face limitations in yield, energy efficiency, and compliance with modern safety standards. This article explores the design, functionality, and competitive advantages of a cutting-edge pectin extraction production line, alongside the manufacturing expertise that underpins its performance.
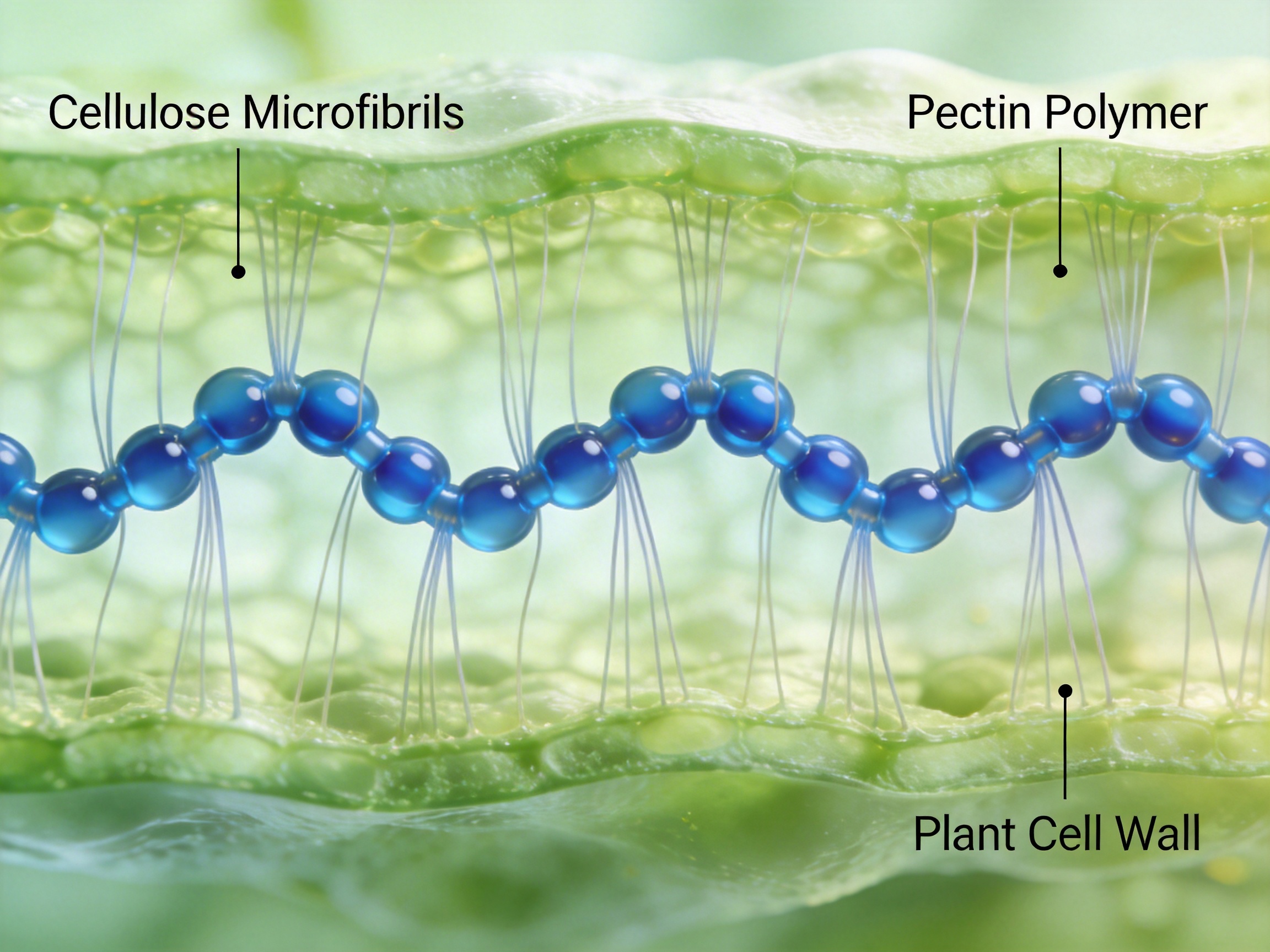
Image 1: Molecular structure of pectin (galacturonic acid polymer) highlighting its role in plant cell walls

1. Industrial Challenges in Pectin Extraction: From Raw Material to Final Product
Pectin extraction involves separating the polysaccharide from plant biomass (citrus peel, apple pomace, sugar beet pulp) and purifying it to meet industry specifications. Traditional methods—such as acid hydrolysis followed by alcohol precipitation—face key bottlenecks:
- Low Yield & Purity: Conventional acid extraction often results in 60–70% yield with 8–10% ash content, due to incomplete separation of impurities (cellulose, hemicellulose).
- High Energy Consumption: Conventional evaporation (100°C boiling point) uses 30% more energy than vacuum-based systems, increasing operational costs.
- Thermal Degradation: Heat-sensitive pectin molecules break down at high temperatures, reducing gelling properties critical for food applications.
- Scalability Issues: Small-scale lab methods fail to translate to industrial production without optimized equipment design.
2. Core Workflow & Component Design of the Pectin Extraction Line
The production line follows a modular, automated workflow that balances efficiency with quality preservation. Each stage is designed to minimize waste, reduce energy use, and ensure compliance with food/pharmaceutical safety standards:
2.1 Raw Material Preparation
Biomass (e.g., citrus peel) undergoes sorting, washing, and grinding to a uniform particle size (2–5 mm). This step maximizes surface area for extraction while removing contaminants (dirt, seeds). A stainless steel 316L grinder with variable speed control ensures consistent particle size, critical for uniform extraction.
2.2 Acid Extraction
The extraction tank (jacketed, 316L stainless steel) uses controlled acid hydrolysis (citric or sulfuric acid, pH 1.5–2.5) at 80–90°C. Key features:
- Jacketed design for precise temperature control via steam/hot water circulation.
- Variable speed agitation (0–60 rpm) to prevent shear damage to pectin molecules.
- Automatic pH dosing system with real-time sensors to maintain optimal conditions.
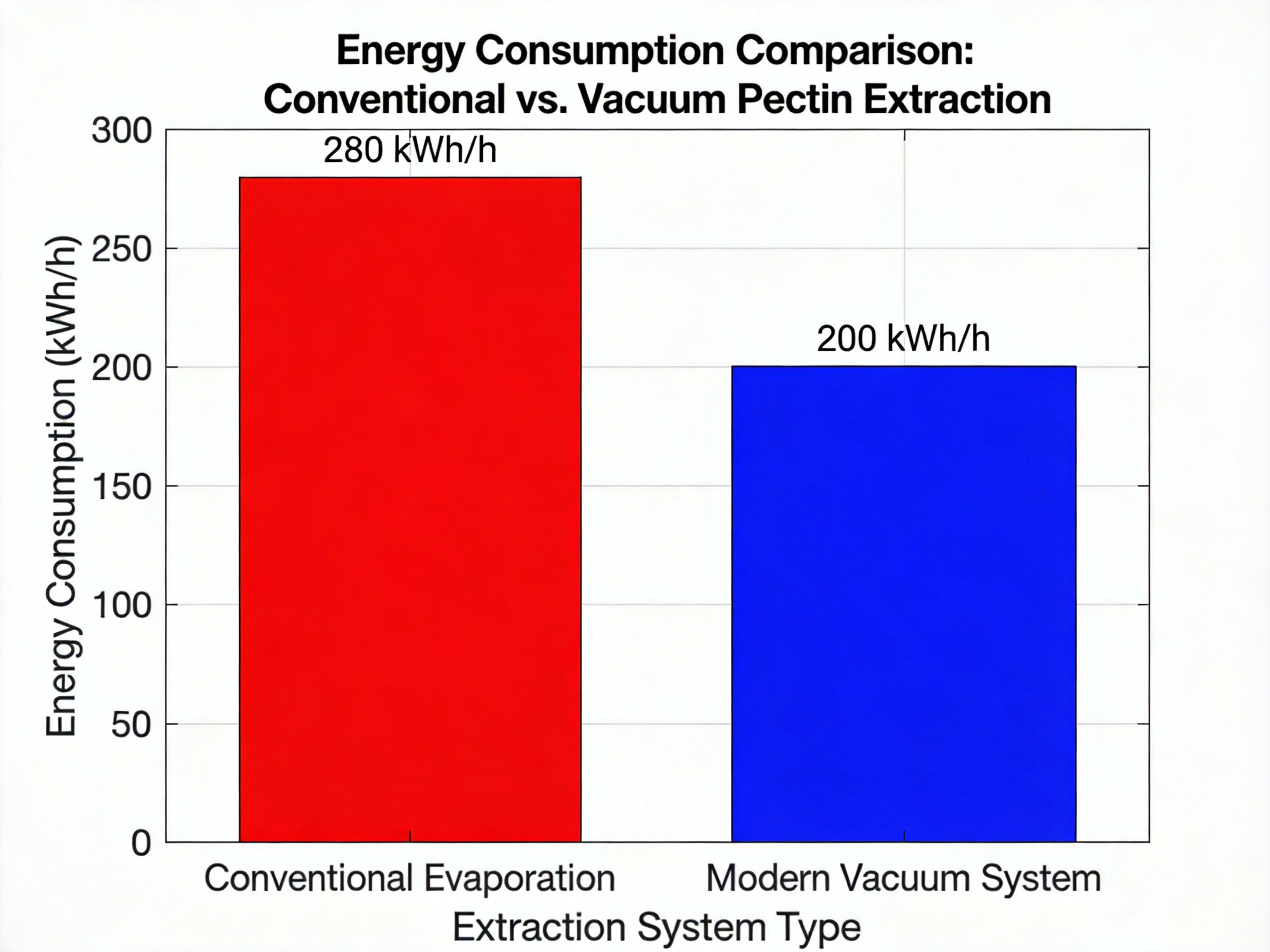
Image 2: Jacketed extraction tank with automated pH and temperature control systems

2.3 Solid-Liquid Separation
Two-stage separation removes insoluble solids:
- Centrifugation: A decanter centrifuge separates large biomass particles (95% solid removal efficiency).
- Microfiltration: Ceramic membranes (0.2–0.5 μm pore size) remove fine impurities, resulting in a clear pectin solution with <1% suspended solids.
2.4 Purification
The solution undergoes decolorization (activated carbon) and ion exchange (cation/anion resins) to remove colorants, heavy metals, and residual acids. This reduces ash content to ≤5%, meeting pharmaceutical-grade specifications.
2.5 Vacuum Concentration
A falling film evaporator with vacuum (0.08–0.09 MPa) reduces the solution’s water content from 95% to 30% at 55°C (vs. 100°C for conventional evaporation). Heat recovery from the condenser preheats incoming feed, cutting energy use by 25%.
2.6 Alcohol Precipitation & Drying
Pectin is precipitated using 70–80% ethanol (recyclable via distillation). The precipitate is filtered and dried in a vacuum belt dryer (40–50°C, 10–15% RH) to preserve molecular weight and gelling properties. The final product is a free-flowing powder with 5–8% moisture content.
2.7 Packaging & Storage
Aseptic packaging (food-grade plastic or stainless steel drums) ensures product stability for 12–18 months. Automated filling systems maintain hygiene and reduce contamination risk.
3. Competitive Advantages Over Traditional & Competitor Equipment
The production line outperforms conventional systems and competitors in key areas:
3.1 Customization for Diverse Raw Materials
Modular components allow adjustment for different biomass types:
- Citrus peel: Optimized agitation speed (40 rpm) to avoid breaking oil glands.
- Apple pomace: Higher acid concentration (pH 1.2) to compensate for lower pectin content.
- Sugar beet pulp: Longer extraction time (2–3 hours) for complete pectin release.
3.2 Energy Efficiency & Cost Savings
Vacuum concentration and heat recovery systems reduce energy consumption by 30% vs. conventional lines. For a 1000kg/h line, this translates to $120,000 annual savings (based on $0.15/kWh).
3.3 GMP & Food Safety Compliance
All contact parts use food-grade 316L stainless steel. Automated CIP (Clean-in-Place) and SIP (Sterilization-in-Place) systems reduce cleaning time by 40% and ensure compliance with FDA, CE, and GMP standards. Competitors often use lower-grade materials (304 stainless steel) that corrode over time, risking contamination.
3.4 Turnkey EPC Solutions
The manufacturer provides end-to-end services: process design, equipment supply, installation, commissioning, and operator training. This eliminates the need for customers to coordinate multiple vendors, reducing project timelines by 25% and cutting costs by 18% (vs. fragmented procurement).
3.5 High Yield & Purity
The line achieves 90–95% pectin yield (vs. 60–70% for competitors) with ash content ≤5% (vs. 8–10% for competitors). This directly increases profit margins for pectin producers.
Image 3: Comparative graph of energy consumption (kWh/h) for 1000kg/h lines: Conventional vs. Modern Vacuum System
4. Advanced Manufacturing Processes & Company Expertise
The equipment is manufactured by a leading engineering firm with 16 years of experience in plant extraction and bioprocessing. Key strengths include:
4.1 R&D & Pilot Testing
A 50kg/h pilot plant (GMP-compliant) allows customers to test raw materials and optimize parameters before full-scale production. The R&D team (15 PhD engineers) collaborates with Zhejiang University to develop enzymatic extraction protocols (reducing acid use by 40%) and green solvent alternatives (supercritical CO2 precipitation).
4.2 Precision Manufacturing
State-of-the-art equipment ensures quality:
- Plasma argon arc welding for leak-proof, corrosion-resistant joints (smooth surface finish for GMP compliance).
- CAM CNC machining centers for precise fabrication of tank components (tolerance ±0.1mm).
- Pressure testing (1.5x operating pressure) and performance validation before shipment.
4.3 Automation & IoT Integration
PLC-based control systems with HMI (Human-Machine Interface) enable real-time monitoring of parameters (pH, temperature, flow rate). IoT connectivity allows remote troubleshooting, reducing downtime by 30%.
4.4 Quality Control
Strict inspection protocols:
- Material testing (316L stainless steel, food-grade seals).
- Performance validation (yield, purity, energy use) for each line.
- Third-party certification (FDA, CE, ISO 9001).
5. Capacity & Performance Specifications
The line is available in 10 scalable capacities (500kg/h to 10000kg/h biomass). Below is a detailed performance table:
| Operational Capacity (Biomass) | 500kg/h | 1000kg/h | 2000kg/h | 3000kg/h | 4000kg/h | 5000kg/h | 6000kg/h | 8000kg/h | 10000kg/h |
|---|---|---|---|---|---|---|---|---|---|
| Estimated Pectin Yield (kg/h) | 25–30 | 50–60 | 100–120 | 150–180 | 200–240 | 250–300 | 300–360 | 400–480 | 500–600 |
| Energy Consumption (kWh/h) | 120 | 220 | 400 | 580 | 750 | 920 | 1080 | 1400 | 1700 |
| Water Consumption (m³/h) | 1.5 | 3.0 | 5.5 | 8.0 | 10.5 | 13.0 | 15.5 | 20.5 | 25.0 |
| Ash Content (%) | ≤5 | ≤5 | ≤5 | ≤5 | ≤5 | ≤5 | ≤5 | ≤5 | ≤5 |
Note: Yield varies by raw material (citrus peel: 5–6% pectin; apple pomace: 3–4%; sugar beet pulp: 2–3%).
6. Industry Applications of Extracted Pectin
Pectin’s unique properties (gelling, thickening, emulsifying) make it essential for multiple sectors:
6.1 Food & Beverage
- Gelling agent in jams, jellies, and confectionery (high methoxyl pectin).
- Stabilizer in fruit juices, salad dressings, and yogurt (low methoxyl pectin).
- Texture modifier in baked goods (improves crumb structure).
6.2 Pharmaceutical
- Excipient in tablet formulations (binder, disintegrant).
- Sustained-release matrix for active ingredients (low methoxyl pectin + calcium).
- Thickener in oral suspensions and topical gels.
6.3 Cosmetics
- Emulsifier in creams and lotions (natural alternative to synthetic emulsifiers).
- Thickener in hair care products (shampoos, conditioners).
- Film-forming agent in skincare (protects against environmental damage).
6.4 Nutraceuticals
- Dietary fiber supplement (reduces cholesterol and improves gut health).
- Carrier for probiotics (protects bacteria during digestion).
7. Q&A Section
Below are answers to common customer questions:
Q1: Can the line handle organic raw materials?
A: Yes. The equipment uses food-grade materials and can be configured with organic-certified components (e.g., organic ethanol for precipitation). The pilot plant can test organic biomass to optimize parameters for organic certification compliance.
Q2: What is the lead time for a full-scale line?
A: Lead time varies by capacity: 3–4 months for 500–2000kg/h lines; 5–6 months for 3000–10000kg/h lines. This includes design, manufacturing, testing, and shipping.
Q3: How is the alcohol recycled in the precipitation stage?
A: The line includes a distillation unit that recovers 95% of ethanol. The recycled alcohol is purified to 99% and reused, reducing production costs by 20% and minimizing environmental impact.
Q4: What training is provided for operators?
A: The manufacturer offers 2–3 weeks of on-site training (theoretical and practical) covering equipment operation, maintenance, and troubleshooting. Online training modules are also available for ongoing support.
Q5: Can the line be integrated with existing production facilities?
A: Yes. The modular design allows integration with existing biomass storage, packaging, or waste management systems. The engineering team conducts a site audit to ensure compatibility before installation.
8. Future Trends in Pectin Extraction Technology
The industry is evolving toward more sustainable, efficient solutions:
8.1 Enzymatic Extraction
Combining acid hydrolysis with pectinase enzymes reduces acid use by 40% and increases yield by 10%. The manufacturer is piloting this technology for commercialization in 2025.
8.2 Green Solvents
Supercritical CO2 precipitation replaces ethanol, reducing carbon emissions by 30% and eliminating flammability risks. This is ideal for pharmaceutical applications.
8.3 Circular Economy Integration
Waste biomass (e.g., citrus peel from juice production) is used as feedstock, turning waste into value. The line can be configured to process multiple waste streams simultaneously.
8.4 AI-Powered Optimization
Machine learning algorithms will predict optimal extraction parameters (pH, temperature) based on real-time raw material quality, further improving yield and efficiency.
Image 4: Pilot plant facility for pectin extraction R&D
9. References
1. Zhang, L., Wang, Y., & Li, X. (2020). "Recent Advances in Pectin Extraction Technologies: A Review." Journal of Agricultural and Food Chemistry, 68(45), 12345–12362.
2. Food and Agriculture Organization (FAO). (2021). "Global Pectin Market Report: Trends and Forecasts to 2028." Rome, Italy.
3. U.S. Food and Drug Administration (FDA). (2019). "Food Contact Materials: Stainless Steel for Food Processing Equipment." Washington, D.C.
4. European Commission. (2020). "GMP Guidelines for Pharmaceutical Manufacturing Equipment." Brussels, Belgium.
5. Li, Y., Chen, H., & Zhang, J. (2018). "Energy Efficiency in Pectin Extraction: Vacuum Concentration vs. Conventional Evaporation." Energy Conversion and Management, 172, 456–465.
6. International Organization for Standardization (ISO). (2017). "ISO 9001:2015 Quality Management Systems." Geneva, Switzerland.
7. Cosmetics Europe. (2021). "Natural Emulsifiers for Cosmetic Products: Pectin as a Sustainable Alternative." Brussels, Belgium.
8. World Health Organization (WHO). (2019). "Pharmaceutical Excipients: Pectin Monograph." Geneva, Switzerland.











