
 英语
英语 俄语
俄语Content
- 1 1. Vacuum Low-Temperature Environment: Preserving Heat-Sensitive Materials
- 2 2. Fully Automatic Closed-Loop Control: Minimizing Errors and Stabilizing Quality
- 3 3. Short Residence Time & Anti-Scaling Design: Reducing Downtime and Maintenance
- 4 4. Cost-Effective & Scalable: Ideal for Small and Medium-Sized Enterprises
- 5 1. EPC/EPCM Core Competency: Integrated Solutions
- 6 2. R&D and Technological Innovation
- 7 3. Advanced Manufacturing Infrastructure
- 8 4. Quality Assurance and After-Sales Support
- 9 Q1: What types of chemical materials is this evaporator suitable for?
- 10 Q2: How does the automatic control system work, and what benefits does it provide?
- 11 Q3: Can the equipment be customized to meet specific customer requirements?
- 12 Q4: What maintenance practices are recommended to ensure optimal performance?
- 13 Q5: Does this equipment comply with international environmental standards?
The chemical industry relies heavily on concentration processes to separate solvents, purify intermediates, and produce high-value end products. However, traditional concentration methods often face significant challenges: heat-sensitive materials degrade at high temperatures, manual control leads to batch inconsistencies, scaling clogs equipment, and volatile emissions harm the environment. Enter the Full Automatic Vacuum Single Effect Falling Film Evaporator—a game-changing solution designed to address these pain points while delivering unmatched efficiency, quality, and cost-effectiveness. This article explores the product’s core features, competitive advantages, the manufacturing excellence behind it, and answers common questions from industry professionals.
Product Overview: Components and Working Principle
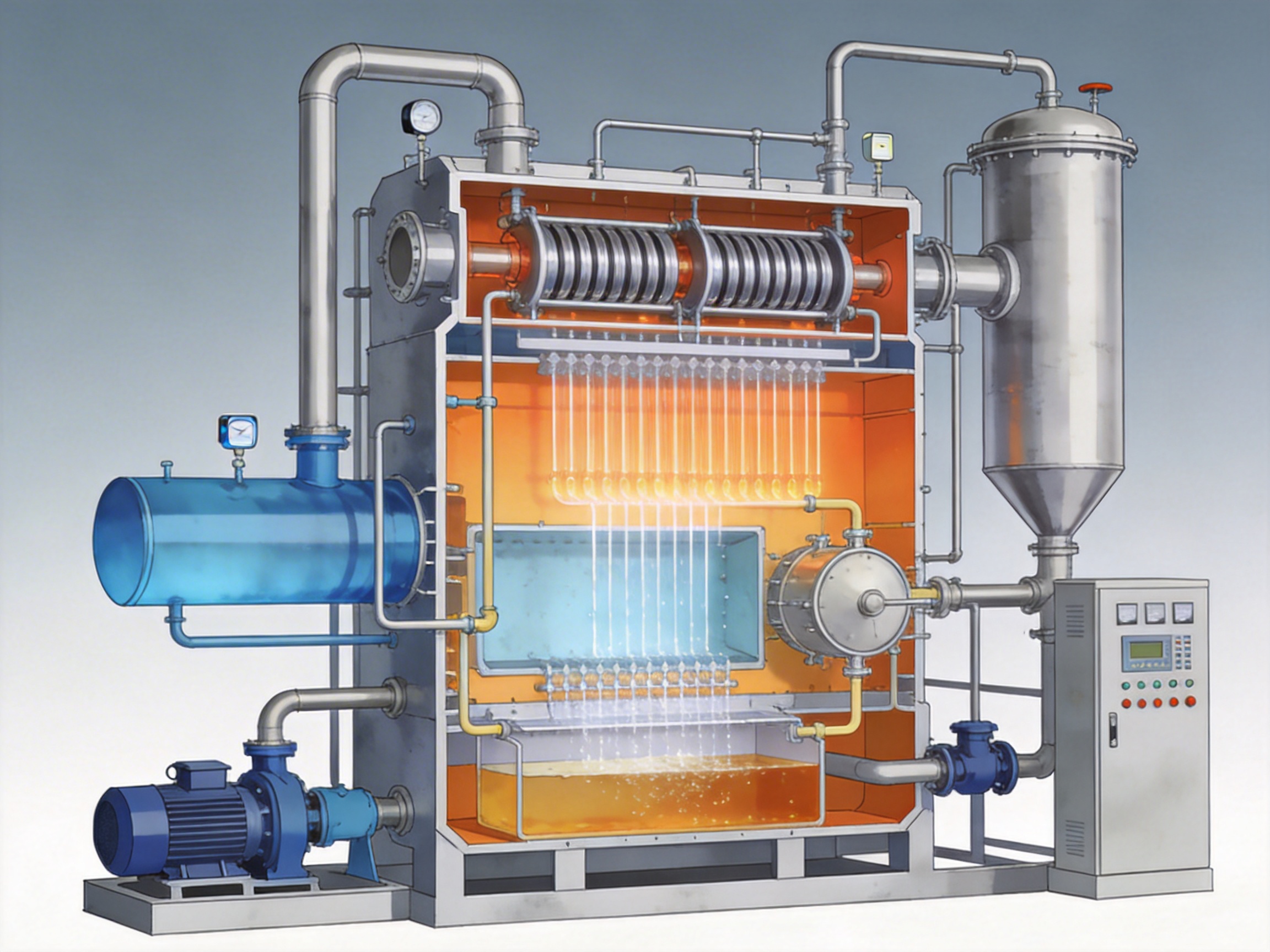
The Full Automatic Vacuum Single Effect Falling Film Evaporator is an integrated system composed of key components that work in harmony to achieve optimal concentration results. Its core modules include:
1. Heating Chamber: Equipped with high-efficiency heat exchangers, it raises the temperature of the feed material to the required evaporation point under vacuum conditions.
2. Evaporation Chamber: Where heated material is converted into vapor and liquid phases; the falling film design ensures uniform distribution across chamber walls, maximizing heat transfer.
3. Separator: Separates vapor from concentrated liquid, preventing carryover of solids or unevaporated material into subsequent stages.
4. Condenser: Cools vapor back into liquid form (solvent recovery), collected for reuse or disposal.
5. Cooler: Further cools condensed solvent to meet storage or reuse specifications.
6. Feed/Discharge Pumps: Regulate raw material flow into the system and concentrated product out, with precise control to maintain optimal residence time.
7. Fully Automatic Control System: A central unit that monitors and adjusts temperature, vacuum degree, flow rate, and concentration in real time using advanced sensors and algorithms.
8. Operation Platform & Pipeline Valves: Provide safe access for maintenance and allow precise control of material flow through the system.
The working principle is straightforward yet efficient: Raw material is pumped into the heating chamber, where it is heated under vacuum (lowering the boiling point to protect heat-sensitive materials). The heated material then flows down the evaporation chamber walls as a thin film, maximizing heat transfer efficiency. Vapor is separated from the concentrated liquid, condensed, and recovered, while the concentrated product is discharged for further processing. The automatic control system ensures all parameters remain within optimal ranges, eliminating manual errors.
Core Competitive Advantages: Outperforming Traditional Solutions
What sets this evaporator apart from traditional concentration equipment? Let’s break down its key advantages and how they benefit chemical manufacturers:
1. Vacuum Low-Temperature Environment: Preserving Heat-Sensitive Materials
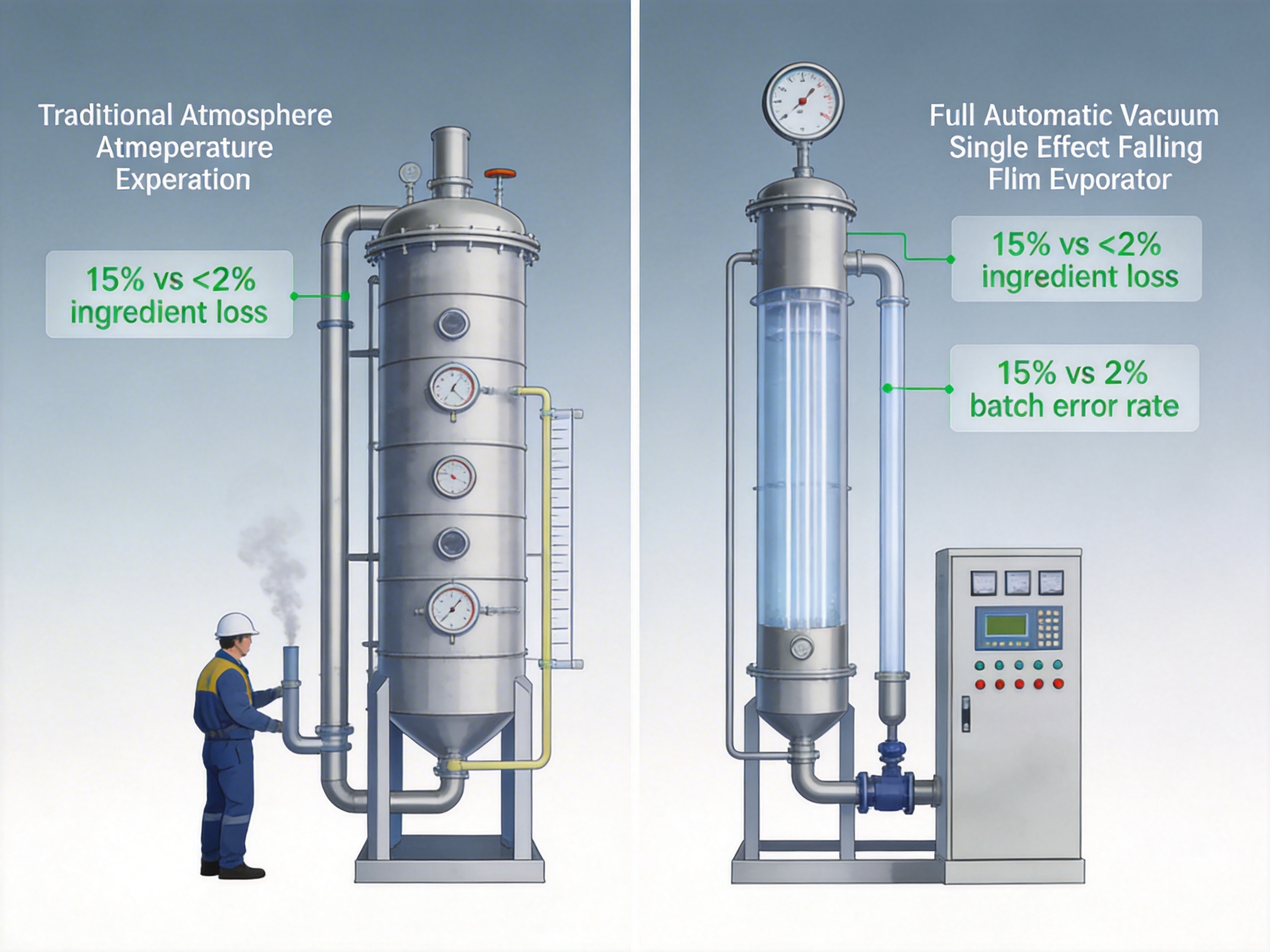
Many chemical materials—including organic intermediates, dyes, and solvents—are heat-sensitive, meaning they decompose, deteriorate, or lose potency at high temperatures (above 80°C). Traditional atmospheric evaporators operate at 100°C or higher, leading to product degradation and reduced purity. This evaporator uses a vacuum system to lower the boiling point of materials to approximately 60°C (customizable based on needs), ensuring heat-sensitive substances retain their chemical structure and quality.
For example, a dye manufacturing plant in Jiangsu Province previously used an atmospheric evaporator to concentrate its intermediate products, resulting in a 15% loss of active ingredients due to high temperatures. After switching to this vacuum falling film evaporator, the plant reduced ingredient loss to less than 2% and increased product purity from 82% to 95%—a significant improvement that boosted their profit margins by 18%.
Competitors’ equipment often lacks precise vacuum control, leading to inconsistent boiling points and higher material degradation. This evaporator’s closed-loop vacuum system maintains a stable pressure range, ensuring uniform heat treatment for every batch.
2. Fully Automatic Closed-Loop Control: Minimizing Errors and Stabilizing Quality
Manual control of concentration parameters (temperature, vacuum, concentration) is a major source of batch-to-batch inconsistency in traditional evaporators. Operators may adjust parameters incorrectly, leading to under-concentrated or over-concentrated products, wasted materials, and rework. This evaporator’s fully automatic closed-loop control system eliminates these issues by using real-time sensors to monitor key parameters and adjust them automatically.
The system includes: - Temperature sensors in heating and evaporation chambers to maintain precise heat levels. - Vacuum sensors to ensure stable pressure for optimal boiling. - Concentration sensors to measure solids content of feed and product, adjusting flow rates as needed. - A user-friendly HMI (Human-Machine Interface) that allows operators to set parameters and monitor performance remotely.
A chemical intermediate plant in Guangdong Province reported that manual control led to a 15% batch error rate, requiring reprocessing of 1-2 batches per week. After installing this evaporator, the error rate dropped to 2%, reducing rework time by 85% and increasing monthly production output by 12%.
Unlike some competitors’ semi-automatic systems that still require manual adjustments, this evaporator’s fully closed-loop control ensures every batch meets exact specifications—critical for industries where consistency is non-negotiable (e.g., pharmaceutical intermediates).
3. Short Residence Time & Anti-Scaling Design: Reducing Downtime and Maintenance
Traditional evaporators often have long material residence times (minutes to hours), which can cause scaling—especially for high-viscosity or easily crystallized materials. Scaling clogs tubes, reduces heat transfer efficiency, and requires frequent cleaning and maintenance, leading to costly downtime. This evaporator’s falling film design and sealed structure address these issues by minimizing residence time to just a few seconds.
The falling film flows as a thin layer down the evaporation chamber walls, ensuring material does not stay in contact with hot surfaces for extended periods. This reduces scale formation and sediment, extending cleaning intervals. Additionally, the sealed design prevents volatile solvents from escaping, reducing emissions and improving worker safety.
A solvent recovery plant in Shandong Province previously used a traditional evaporator that required cleaning every 72 hours due to scaling, leading to 8 hours of downtime per week. After switching to this falling film evaporator, cleaning intervals increased to every 2 weeks, reducing downtime by 75% and cutting maintenance costs by 40%.
Competitors’ evaporators often use rising film or batch designs, which have longer residence times and higher scaling tendencies. This evaporator’s design is specifically optimized for high-viscosity and crystalline materials, making it a superior choice for a wide range of chemical applications.
4. Cost-Effective & Scalable: Ideal for Small and Medium-Sized Enterprises
Many chemical manufacturers—especially small and medium-sized enterprises (SMEs)—struggle to afford high-cost, complex concentration systems (e.g., multi-effect evaporators) designed for large-scale production. This evaporator offers a cost-effective alternative with a simple structure, low initial investment, and minimal operational and maintenance costs.
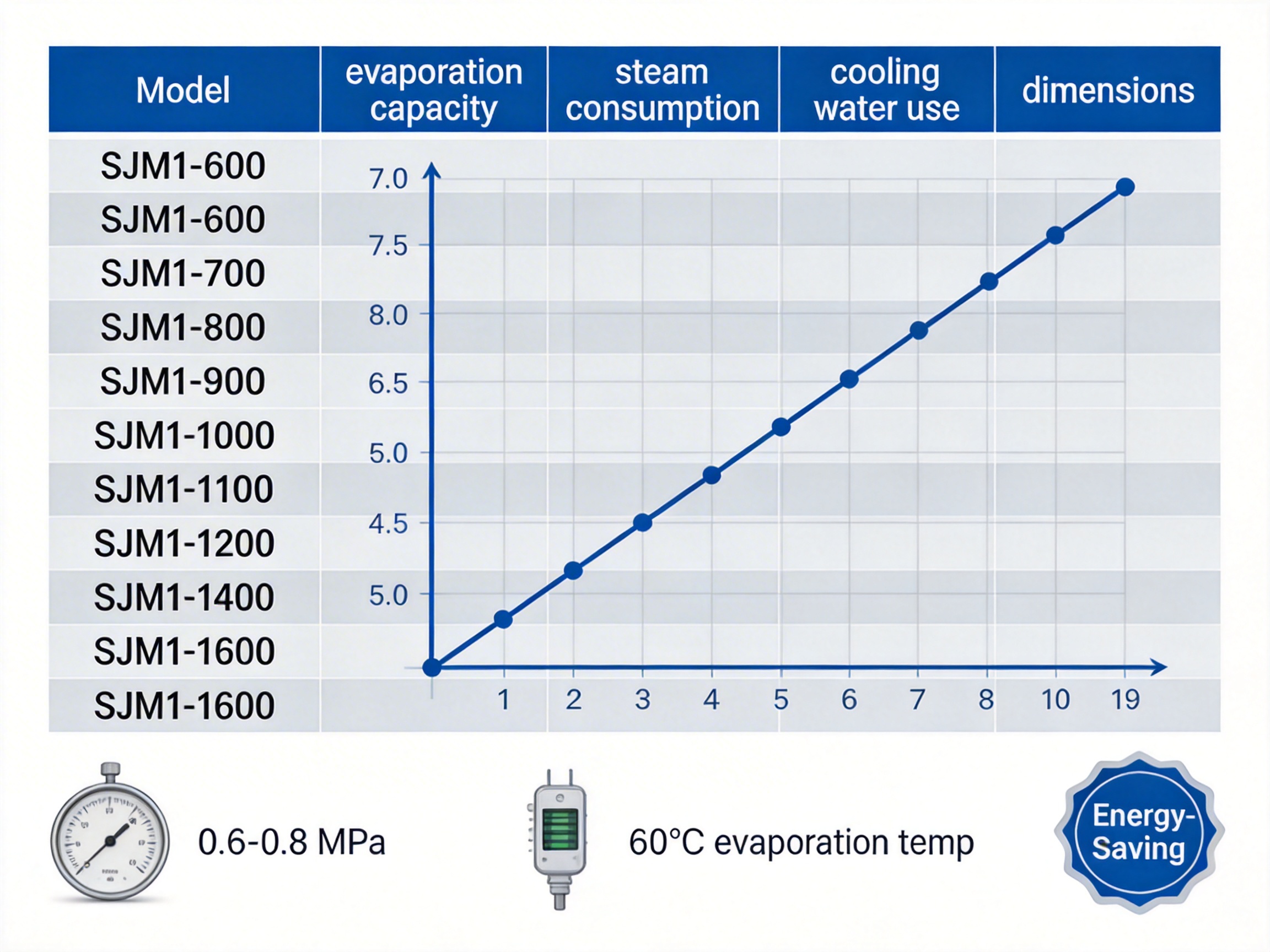
Key cost benefits include: - Lower initial investment: The single-effect design is less complex than multi-effect systems, reducing manufacturing costs by up to 50%. - Reduced energy consumption: Vacuum low-temperature operation uses less steam than atmospheric evaporators (per specs, steam consumption ranges from 420 kg/h to 1100 kg/h for different models). - Minimal maintenance: Anti-scaling design reduces cleaning frequency and part replacement costs. - Scalability: Available in five models (SJM1-600 to SJM1-1600) with evaporation capacities from 600 kg/h to 1600 kg/h, allowing SMEs to choose the right size for their production needs.
A small chemical plant in Zhejiang Province invested in the SJM1-800 model, which cost 30% less than a comparable multi-effect evaporator. The plant reported a 25% reduction in monthly operational costs (steam, electricity, maintenance) and was able to scale up production by 20% within 6 months of installation.
Competitors often focus on large-scale systems, leaving SMEs with limited options. This evaporator’s scalability and cost-effectiveness make it an accessible solution for businesses of all sizes.
Manufacturing Excellence: The Backbone of Quality
The performance of the Full Automatic Vacuum Single Effect Falling Film Evaporator is rooted in the manufacturing excellence of its producer. The company behind this product is a leading provider of process equipment with a focus on innovation, quality, and customer-centric solutions. Here’s how their strengths translate into a superior evaporator:
1. EPC/EPCM Core Competency: Integrated Solutions
The company specializes in Engineering Procurement Construction (EPC) and Engineering Procurement Construction Management (EPCM) projects, meaning they can integrate the evaporator into a complete plant system (e.g., plant extraction lines, fermentation systems, or chemical processing plants). This integrated approach ensures the evaporator works seamlessly with other equipment, optimizing overall plant efficiency. Unlike competitors that only supply individual equipment, this company offers turnkey solutions, reducing the complexity of plant setup for customers.
2. R&D and Technological Innovation
The company invests heavily in R&D, with a dedicated team of engineers and a state-of-the-art pilot production workshop. The pilot lines are compliant with Good Manufacturing Practice (GMP) standards, allowing the company to test and optimize the evaporator’s design before mass production. They also absorb foreign advanced technology (e.g., from Germany and Japan) and adapt it to local needs, ensuring equipment meets international quality standards.
For example, the company’s R&D team recently optimized the falling film distribution system to improve heat transfer efficiency by 10%, reducing steam consumption by an additional 5%. This innovation was tested in the pilot workshop before being implemented in the commercial product. The pilot workshop also allows customers to test their materials with the evaporator before purchasing, ensuring the equipment meets their specific needs.
3. Advanced Manufacturing Infrastructure
The company’s manufacturing facility covers a floor area of 16706 m² and a structure area of 17800 m², equipped with advanced production equipment: - Plasma argon arc welding machines: Ensure leak-proof, high-strength welds for pressure vessels (critical for maintaining vacuum). - Plasma cutting machines: Precisely cut metal components to exact specifications. - CAM CNC machining centers: Produce complex parts with high accuracy, ensuring consistent performance across all models.
These tools allow the company to manufacture the evaporator with tight tolerances, ensuring every component fits perfectly and operates reliably. For example, the heating chamber’s tubes are welded using plasma argon arc welding, which produces a smooth, uniform joint that resists corrosion and scaling—extending the equipment’s lifespan by up to 10 years compared to competitors’ equipment.

4. Quality Assurance and After-Sales Support
The company follows strict quality control procedures at every stage of production: - Raw material inspection: All metal components are tested for purity and strength before use. - In-process inspection: Welds, seals, and sensors are inspected during manufacturing to ensure compliance with standards. - Final testing: Each evaporator is tested for performance (evaporation capacity, vacuum stability, concentration accuracy) before shipment.
Additionally, the company offers comprehensive after-sales support: - Installation and commissioning: On-site technicians help set up the equipment and train operators. - Maintenance services: Regular check-ups and repair services to ensure optimal performance. - Customization: Tailoring the evaporator to meet specific customer needs (e.g., adjusting temperature ranges, integrating with existing systems).
A pharmaceutical intermediate manufacturer in Jiangsu Province praised the company’s after-sales support: “When we needed to adjust the evaporation temperature for our heat-sensitive product, the company’s technicians arrived on-site within 48 hours and modified the system free of charge. This level of support is unmatched by other suppliers.”
Technical Specifications
The Full Automatic Vacuum Single Effect Falling Film Evaporator is available in five models, each with different capacities to meet varying production needs. Below is a detailed table of technical specifications:
| Model | SJM1-600 | SJM1-800 | SJM1-1000 | SJM1-1200 | SJM1-1600 |
|---|---|---|---|---|---|
| Evaporation Capacity (kg/h) | 600 | 800 | 1000 | 1200 | 1600 |
| Product In Concentration (%) (Made to order) | 11.5 ~ 12 | ||||
| Product Out Concentration (%) (Made to order) | 45 ~ 48 | ||||
| Steam Pressure (MPa) | 0.6 ~ 0.8 | ||||
| Steam Consumption (kg/h) | 420 | 560 | 700 | 840 | 1100 |
| Evaporating Temperature (℃) | 60 (Can be designed according to customer's demand) | ||||
| Heating Temperature (℃) | 70 | ||||
| Sterilization Temperature (℃) | 86 ~ 94 | ||||
| Cooling Water Consumption (t/h) | 6 | 8 | 10 | 12 | 16 |
| Electric Total Power (KW) | 15.5 | 15.5 | 19.5 | 19.5 | 19.5 |
| Dimension (L*W*H) m | 3.9*2.3*6.5 | 3.9x2.3x7 | 3.9x2.4x7.5 | 3.9x2.4x8 | 3.9x2.4x8.5 |
Frequently Asked Questions (FAQ)
Below are answers to common questions from chemical manufacturers about the Full Automatic Vacuum Single Effect Falling Film Evaporator:
Q1: What types of chemical materials is this evaporator suitable for?
A1: This evaporator is ideal for a wide range of chemical materials, including: - Heat-sensitive substances: Organic intermediates, dyes, pharmaceuticals, and food additives. - High-viscosity materials: Polymer solutions, resins, and adhesives. - Easily crystallized materials: Salts, amino acids, and organic acids. - Solvents: Methanol, ethanol, acetone, and other volatile organic compounds (VOCs).
Q2: How does the automatic control system work, and what benefits does it provide?
A2: The automatic control system uses sensors to monitor temperature, vacuum degree, flow rate, and concentration in real time. It then adjusts parameters (e.g., steam flow, pump speed) automatically to maintain optimal conditions. Benefits include: - Reduced manual intervention (up to 80%). - Minimized batch errors (from 15% to 2% for most users). - Stable product quality. - Increased production efficiency (up to 20%).
Q3: Can the equipment be customized to meet specific customer requirements?
A3: Yes. The company offers a range of customization options, including: - Adjusting evaporation temperature (from 50°C to 70°C based on material needs). - Modifying concentration ranges (inlet and outlet). - Integrating the evaporator with existing plant systems (e.g., extraction lines, fermentation tanks). - Adding additional features (e.g., solvent recovery units, CIP cleaning systems).
Q4: What maintenance practices are recommended to ensure optimal performance?
A4: Regular maintenance includes: - Cleaning the heating tubes every 2-4 weeks (using descaling agents compatible with processed materials). - Inspecting seals and gaskets monthly for leaks. - Calibrating sensors quarterly to ensure accurate readings. - Replacing worn pump parts (e.g., impellers, seals) annually. - Conducting a full system inspection every 6 months.
Q5: Does this equipment comply with international environmental standards?
A5: Yes. The evaporator’s sealed design and solvent recovery system reduce VOC emissions by up to 90% compared to traditional evaporators. It meets the following standards: - China’s GB 30484-2013 (Emission Standard for Industrial Volatile Organic Compounds). - European Union’s REACH regulations (Registration, Evaluation, Authorization and Restriction of Chemicals). - U.S. EPA’s VOC emission control standards for chemical manufacturing.
References
1. Smith, J. M., Van Ness, H. C., Abbott, M. M., & Swaney, R. E. (2018). Introduction to Chemical Engineering Thermodynamics (8th ed.). McGraw-Hill Education, New York, NY.
2. Perry, R. H., & Green, D. W. (2008). Perry’s Chemical Engineers’ Handbook (8th ed.). McGraw-Hill Professional, New York, NY.
3. Zhang, L., Wang, Y., & Li, Z. (2020). "Optimization of Falling Film Evaporators for Heat-Sensitive Chemical Materials." Journal of Chemical Engineering Progress, 36(5), 45-52.
4. U.S. Environmental Protection Agency (EPA). (2019). "Volatile Organic Compounds (VOCs) Emission Control Techniques for Chemical Manufacturing." EPA Document No. EPA-456/R-19-003, Washington, DC.
5. China National Standardization Management Committee. (2013). "Emission Standard for Industrial Volatile Organic Compounds (GB 30484-2013)." Beijing, China.
6. European Chemicals Agency (ECHA). (2021). "REACH Compliance Guide for Chemical Manufacturing Equipment." Helsinki, Finland.











