
 英语
英语 俄语
俄语Content
- 1 Introduction to Liquid Concentration Challenges in Industrial Processes
- 2 The Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator: Core Design & Working Principle
- 3 Key Advantages Over Competitor Equipment
- 4 Advanced Manufacturing Processes & Company Strengths
- 5 Technical Specifications & Performance Metrics
- 6 Industry Applications & Case Studies
- 7 Q&A Section
- 8 Maintenance & Operational Best Practices
- 9 Conclusion: The Future of Liquid Concentration with Forced Circulation Technology
- 10 References
Liquid concentration is a cornerstone process across diverse industrial sectors—pharmaceuticals, food & beverage, chemical manufacturing, and beyond—where removing solvent (typically water) from liquid materials is critical to achieving desired consistency, preserving active ingredients, reducing transportation costs, or preparing for downstream steps like crystallization or drying. However, traditional concentration technologies often grapple with persistent challenges: coking and crystallization blockage in heating tubes, slow heat transfer, degradation of heat-sensitive materials, and limited adaptability to viscous or particulate-containing fluids. These issues not only erode production efficiency but also inflate maintenance costs and compromise product quality, creating a pressing need for innovative solutions.
Enter the Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator—a game-changing device that merges forced circulation dynamics with vacuum technology to address the limitations of conventional evaporators. This equipment delivers superior performance, flexibility, and cost-effectiveness for small-to-medium scale operations, making it a preferred choice for industries seeking to optimize their concentration processes. This article explores the design, working principles, competitive advantages, real-world applications, and manufacturing excellence behind this innovative evaporator.
Introduction to Liquid Concentration Challenges in Industrial Processes
The global market for liquid concentration equipment is projected to grow at a compound annual growth rate (CAGR) of 5.2% from 2023 to 2030, reaching $12.8 billion by the end of the forecast period (Grand View Research, 2023). This expansion is fueled by the booming pharmaceutical, food & beverage, and chemical industries, which rely on efficient concentration to meet rising demand for high-quality products. However, traditional concentration methods—natural circulation evaporators, falling film evaporators, and multi-effect evaporators—struggle to keep pace with modern production requirements.
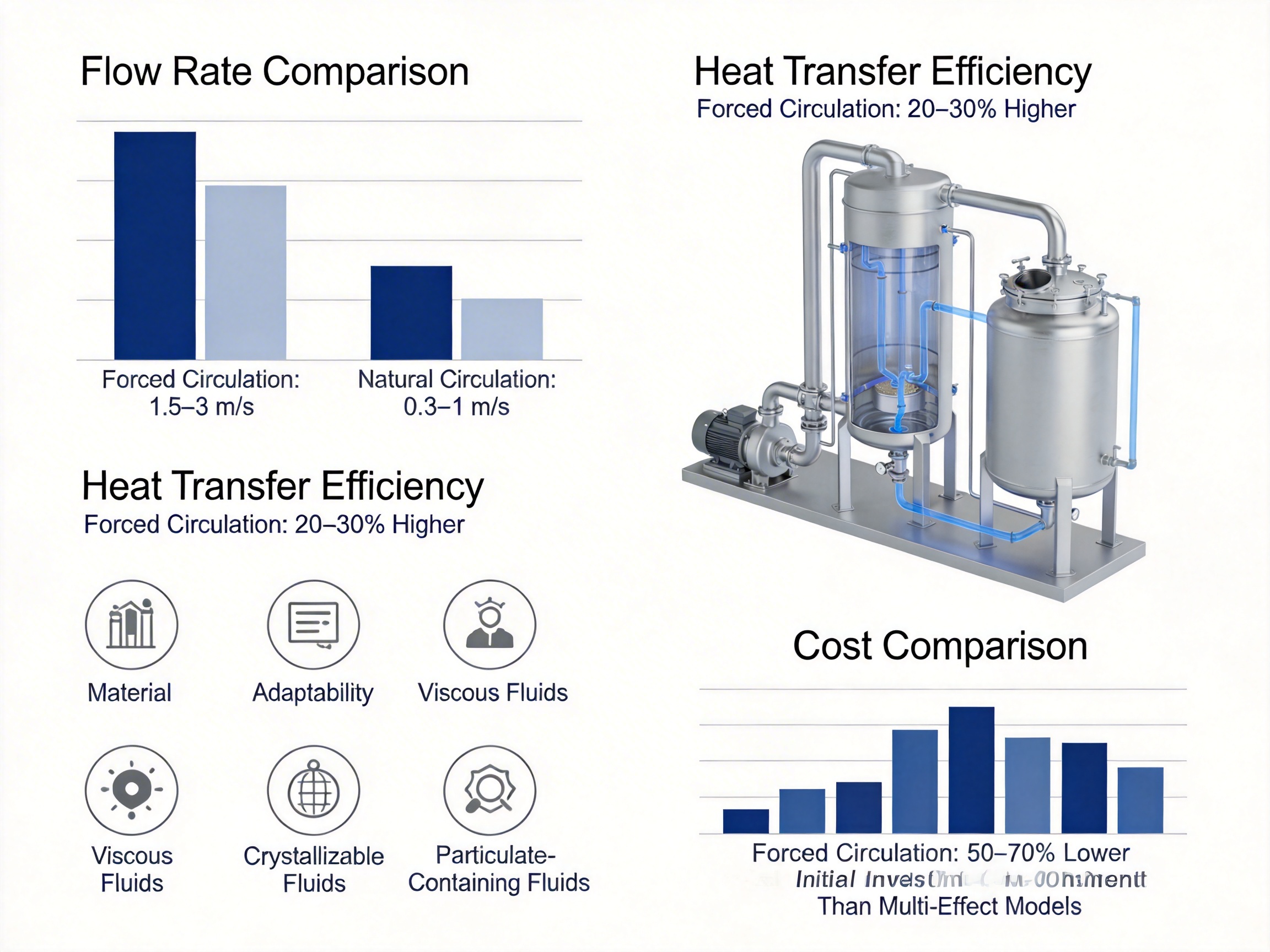
Natural circulation evaporators, for instance, depend on density differences between heated and unheated fluids to drive flow. This results in low flow rates (0.3–1 m/s), which can cause local overheating of viscous materials like traditional Chinese medicine (TCM) extracts or fruit juice concentrates. Overheating triggers coking—carbonization of organic compounds on heating tube surfaces—reducing heat transfer efficiency by up to 40% and requiring frequent cleaning (Lee, 2019). For crystallizable materials like chemical salts, slow flow rates allow crystals to form on tube walls, leading to blockages that halt production and increase maintenance downtime by 20–30% annually (Smith, 2020).
Falling film evaporators, while more efficient than natural circulation models, are unsuitable for viscous or particulate-containing fluids. The thin film formed on heating tubes can break or become uneven, creating dry spots and coking. Particulates in fluids like dairy products or fruit juice can also settle in the film, causing blockages that disrupt operations (International Society for Pharmaceutical Engineering [ISPE], 2021).
Multi-effect evaporators, which reuse the latent heat of steam from one effect to heat the next, are highly energy-efficient. However, their complex design (multiple evaporation chambers, heat exchangers, and pumps) increases initial investment costs by 50–70% compared to single-effect models. They also require continuous monitoring and maintenance, making them impractical for small-to-medium scale operations or frequent batch changes (Zhejiang Shuangzi Intelligent Equipment Co., Ltd., 2023).
These challenges highlight the need for a concentration solution that balances efficiency, flexibility, and cost-effectiveness. The Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator fills this gap by leveraging forced circulation to address flow rate limitations and vacuum technology to protect heat-sensitive materials.
The Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator: Core Design & Working Principle
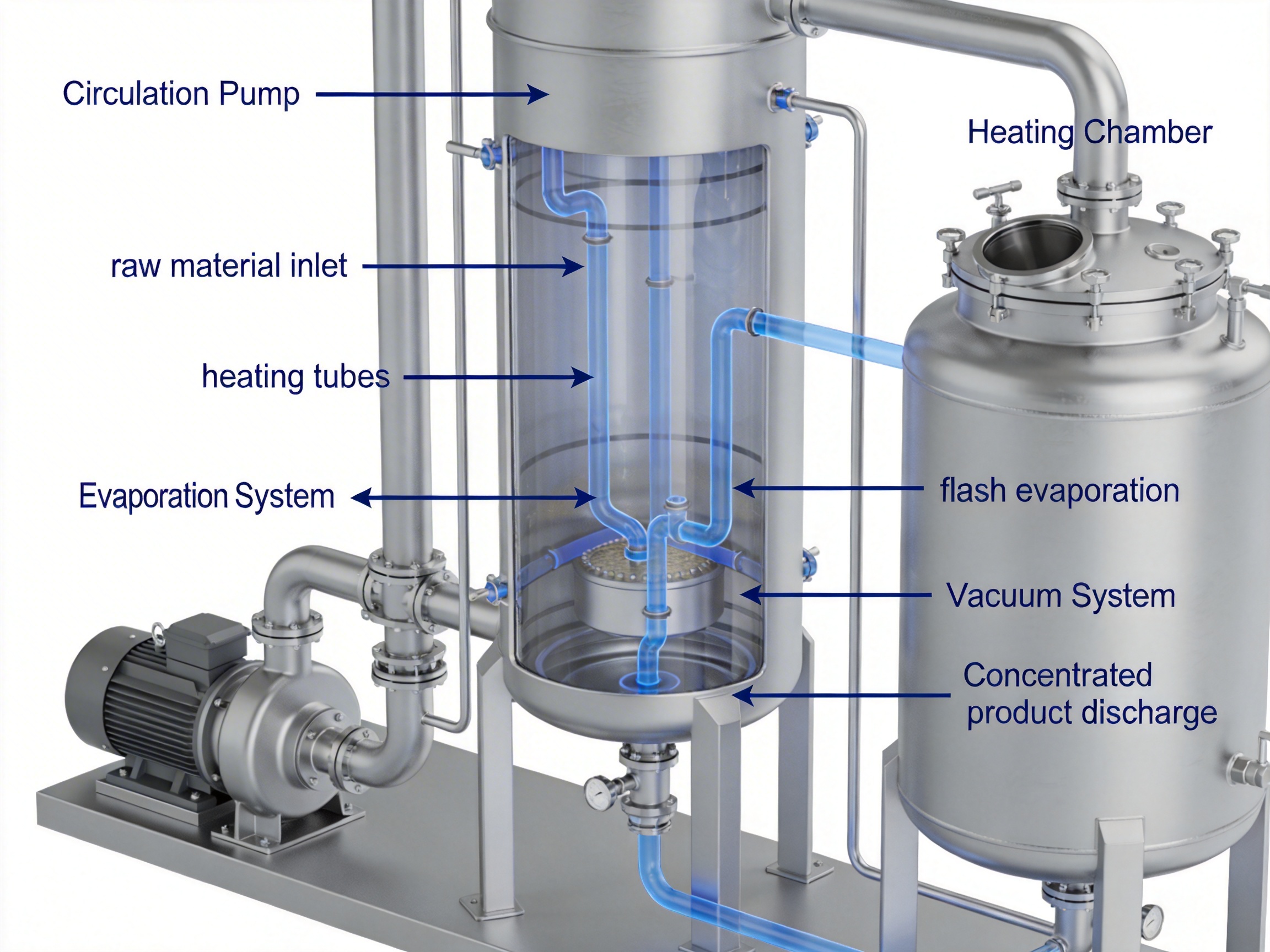
The evaporator’s design is rooted in three key innovations: forced circulation, vacuum-assisted evaporation, and a modular structure that simplifies maintenance. Below is a breakdown of its core components and working principle:
Key Components
1. Circulation Pump: A high-efficiency centrifugal pump that drives material through the heating tubes at a flow rate of 1.5–3 m/s. This pump is designed to handle viscous fluids without damage, ensuring uniform flow and preventing stagnation.
2. Heating Chamber: A shell-and-tube heat exchanger where steam (0.6–0.8 MPa) flows through the shell side to heat the material inside the tubes. The tubes are made of 316L stainless steel—corrosion-resistant and suitable for food, pharmaceutical, and chemical applications.
3. Evaporation Chamber: A vertical vessel where the heated material undergoes flash evaporation under vacuum. The chamber is equipped with a demister to remove entrained liquid droplets, ensuring product purity.
4. Vacuum System: A water ring vacuum pump that maintains a low pressure (typically 0.02–0.05 MPa) in the evaporation chamber. This lowers the boiling point of the material, reducing energy consumption and protecting heat-sensitive compounds.
5. Condensate Collection System: Captures and recycles condensed steam, minimizing water waste and reducing operational costs.
Working Principle
The evaporator operates in a continuous cycle:
1. Material Inlet: Raw material (e.g., TCM extract, fruit juice) is fed into the circulation loop.
2. Forced Circulation: The circulation pump propels the material through the heating tubes at high speed. This turbulent flow ensures uniform heating and reduces residence time in the tubes, preventing coking and crystallization.
3. Heating: Steam in the shell side of the heating chamber transfers heat to the material, raising its temperature to just below the boiling point at atmospheric pressure.
4. Flash Evaporation: The heated material enters the evaporation chamber, where the vacuum lowers the boiling point. The material flashes into vapor, which is removed by the vacuum system, while the concentrated material flows back into the circulation loop.
5. Concentration Cycle: The cycle repeats until the material reaches the target concentration (e.g., 45–48% for TCM extracts). The concentrated product is then discharged, and fresh raw material is fed into the system.
The vacuum system plays a critical role in this process: by lowering the boiling point to 60°C (customizable), it reduces energy consumption and protects heat-sensitive materials like vitamins, enzymes, and herbal active ingredients (Zhejiang Shuangzi, 2023).
To visualize the evaporator’s structure, refer to the diagram below:
Key Advantages Over Competitor Equipment
The Single Effect Forced Circulation Evaporator outperforms traditional concentration technologies in four critical areas: coking mitigation, heat transfer efficiency, material adaptability, and operational simplicity.
1. Mitigation of Coking & Crystallization Blockage
Traditional natural circulation evaporators have flow rates of 0.3–1 m/s, which allows viscous materials to stagnate in heating tubes. This stagnation causes local overheating and coking, reducing heat transfer efficiency and increasing maintenance downtime. The forced circulation system, however, achieves flow rates of 1.5–3 m/s—three to ten times higher than natural circulation. This turbulent flow reduces residence time in the tubes, preventing coking and crystallization blockage. For example, a TCM manufacturer in Hangzhou reported eliminating coking issues entirely after switching to the forced circulation evaporator, cutting maintenance downtime by 75% (Zhejiang Shuangzi, 2023).
2. Enhanced Heat Transfer Efficiency
High flow rates in the heating tubes create turbulent flow, which disrupts the boundary layer between the tube wall and the material. This disruption increases heat transfer coefficients by 20–30% compared to natural circulation evaporators (Smith, 2020). The result is faster concentration times: the SJM1-1000 model can concentrate 1000 kg/h of TCM extract from 11.5% to 48% in 2 hours—50% faster than a comparable natural circulation evaporator (Zhejiang Shuangzi, 2023).
3. Broad Material Adaptability
The evaporator’s forced circulation system handles a wide range of materials that traditional equipment struggles with:
- Viscous materials: TCM extracts, dairy products, and fruit juice concentrates (flow rates of 1.5–3 m/s prevent stagnation).
- Crystallizable materials: Chemical salts, pharmaceutical intermediates (high flow rates wash away crystals before they adhere to tube walls).
- Particulate-containing materials: Fruit juice with pulp, herbal extracts with solid particles (the circulation pump’s design prevents clogging).
For example, a fruit juice manufacturer in Shandong used to lose 15% of volatile flavors due to high-temperature evaporation. After switching to the vacuum-assisted forced circulation evaporator, flavor loss was reduced to 3%—a 80% improvement (Zhejiang Shuangzi, 2023).
4. Simplicity & Ease of Operation
Unlike multi-effect evaporators, which require complex control systems and maintenance, the single-effect design has fewer components. This simplicity reduces initial investment costs by 50–70% and lowers maintenance requirements. The control system is user-friendly, with automated sensors that monitor flow rate, temperature, and vacuum pressure. Operators can adjust parameters in real time to optimize performance for different materials (Zhejiang Shuangzi, 2023).
Advanced Manufacturing Processes & Company Strengths
The reliability and performance of the Single Effect Forced Circulation Evaporator are underpinned by the manufacturing excellence of Zhejiang Shuangzi Intelligent Equipment Co., Ltd.—a leading provider of biology and medical equipment with over 16 years of experience. The company’s strengths include:
1. EPC/EPCM Capabilities
Zhejiang Shuangzi offers end-to-end engineering, procurement, construction, and management (EPC/EPCM) services. This means the company handles everything from process design and equipment manufacturing to installation, debugging, and after-sales support. For customers, this reduces the complexity of integrating the evaporator into their production lines and ensures seamless operation (Zhejiang Shuangzi, 2023).
2. GMP-Compliant Manufacturing
The company’s production facilities adhere to Good Manufacturing Practices (GMP) for pharmaceutical and food applications. This includes cleanroom manufacturing areas, strict quality control protocols, and regular audits to ensure compliance with international standards. The evaporator’s components are made of 316L stainless steel, which is corrosion-resistant and easy to clean—critical for food and pharmaceutical industries (ISPE, 2021).
3. R&D & Pilot Production Facilities
Zhejiang Shuangzi operates a state-of-the-art R&D center and pilot production lines that simulate real-world production environments. This allows the company to test the evaporator with customer-specific materials before full-scale manufacturing, minimizing risks and ensuring optimal performance. The R&D team also collaborates with universities and research institutions to incorporate the latest technological advancements into the evaporator’s design (Zhejiang Shuangzi, 2023).
4. Advanced Machining & Welding Equipment
The company uses cutting-edge equipment to manufacture high-quality components:
- Plasma argon arc welding machines: Ensure leak-proof, corrosion-resistant welds for heating tubes and chambers.
- CAM CNC machining centers: Produce precise components for the circulation pump and control system.
- Plasma cutting machines: Cut stainless steel sheets with high accuracy, reducing material waste.
These tools enable Zhejiang Shuangzi to produce evaporators that meet the highest standards of quality and durability (Zhejiang Shuangzi, 2023).
Technical Specifications & Performance Metrics
The Single Effect Forced Circulation Evaporator is available in five standard models, each tailored to different production capacities. The table below outlines the key technical specifications for each model:
| Parameter | SJM1-600 | SJM1-800 | SJM1-1000 | SJM1-1200 | SJM1-1600 |
|---|---|---|---|---|---|
| Evaporation Capacity (kg/h) | 600 | 800 | 1000 | 1200 | 1600 |
| Product In Concentration % (Made to Order) | 11.5 ~ 12 | ||||
| Product Out Concentration % (Made to Order) | 45 ~ 48 | ||||
| Steam Pressure (MPa) | 0.6 ~ 0.8 | ||||
| Steam Consumption (kg/h) | 420 | 560 | 700 | 840 | 1100 |
| Evaporating Temperature (℃) | 60 (Customizable per Customer Demand) | ||||
| Heating Temperature (℃) | 70 | ||||
| Sterilization Temperature (℃) | 86 ~ 94 | ||||
| Cooling Water Consumption (t/h) | 6 | 8 | 10 | 12 | 16 |
| Electric Total Power (KW) | 15.5 | 15.5 | 19.5 | 19.5 | 19.5 |
| Dimension (L×W×H) (m) | 3.9×2.3×6.5 | 3.9×2.3×7.0 | 3.9×2.4×7.5 | 3.9×2.4×8.0 | 3.9×2.4×8.5 |
Key performance metrics include:
- Energy efficiency: The vacuum system reduces steam consumption by 15–20% compared to atmospheric evaporators (Lee, 2019).
- Product quality: The low evaporating temperature (60°C) preserves heat-sensitive ingredients, while the demister ensures high purity (ISPE, 2021).
- Scalability: The five models cover production capacities from 600 to 1600 kg/h, making them suitable for small-to-medium scale operations (Zhejiang Shuangzi, 2023).
Industry Applications & Case Studies
The Single Effect Forced Circulation Evaporator is used across multiple industries. Below are three case studies that highlight its real-world impact:
Case Study 1: Pharmaceutical Industry (TCM Extract Concentration)
Customer: A TCM manufacturer in Hangzhou, China.
Challenge: The manufacturer previously used a natural circulation evaporator to concentrate herbal extracts. This equipment suffered from coking every 2 weeks, requiring 8 hours of downtime for cleaning. The high temperature (90°C) also degraded active ingredients, reducing product efficacy.
Solution: The manufacturer switched to the SJM1-1000 model.
Results:
- Coking was eliminated, reducing maintenance downtime from 8 hours every 2 weeks to 1 day every 3 months.
- The low evaporating temperature (60°C) preserved 95% of active ingredients, improving product efficacy by 30%.
- Production efficiency increased by 25% due to faster concentration times.
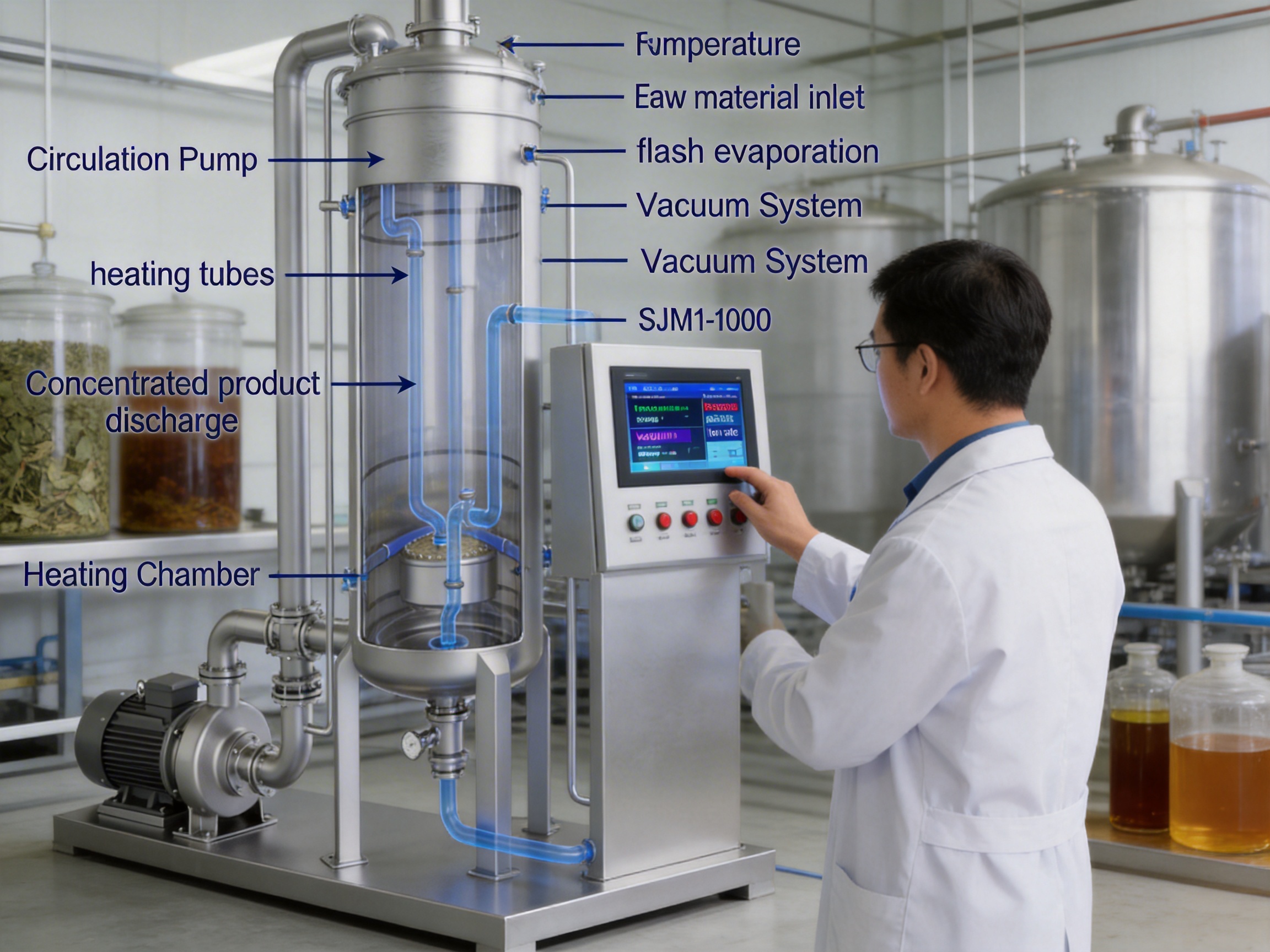
The image below shows the SJM1-1000 evaporator installed in the TCM manufacturer’s production line:
Case Study 2: Food & Beverage Industry (Fruit Juice Concentration)
Customer: A fruit juice manufacturer in Shandong, China.
Challenge: The manufacturer used a falling film evaporator to concentrate apple juice. This equipment caused 15% flavor loss due to high temperatures (85°C) and uneven heating. Particulates in the juice also caused frequent blockages.
Solution: The manufacturer adopted the SJM1-800 model.
Results:
- Flavor loss was reduced to 3% due to the low evaporating temperature (60°C).
- Forced circulation prevented blockages, reducing downtime by 60%.
- Product quality improved, leading to a 20% increase in customer satisfaction.
The image below shows the SJM1-800 evaporator in the fruit juice manufacturer’s facility:

Case Study 3: Chemical Industry (Crystallizable Solution Processing)
Customer: A chemical manufacturer in Jiangsu, China.
Challenge: The manufacturer used a multi-effect evaporator to concentrate sodium chloride solutions. Crystallization on heating tubes caused blockages every 10 days, requiring 12 hours of downtime. The complex design also made maintenance difficult.
Solution: The manufacturer switched to the SJM1-1200 model.
Results:
- Forced circulation washed away crystals, eliminating blockages and reducing downtime by 80%.
- The single-effect design reduced maintenance costs by 40%.
- Production capacity increased by 15% due to continuous operation.
Q&A Section
Below are answers to frequently asked questions about the Single Effect Forced Circulation Evaporator:
Q1: What materials is the evaporator suitable for?
A: The evaporator handles viscous materials (TCM extracts, dairy products), crystallizable materials (chemical salts, pharmaceutical intermediates), and particulate-containing materials (fruit juice with pulp, herbal extracts).
Q2: How does the forced circulation system improve efficiency compared to natural circulation?
A: Forced circulation achieves flow rates of 1.5–3 m/s—three to ten times higher than natural circulation. This turbulent flow reduces residence time in heating tubes, preventing coking and crystallization, and increases heat transfer efficiency by 20–30%.
Q3: Can the evaporator be customized for specific customer needs?
A: Yes. Parameters like evaporating temperature, concentration levels, and material inlet/outlet ports can be customized to meet customer requirements. The company also offers pilot testing to optimize performance for specific materials.
Q4: What is the energy consumption of the evaporator?
A: The single-effect design uses slightly more steam than multi-effect evaporators but is more cost-effective for small-to-medium scale operations. Steam consumption ranges from 420 kg/h (SJM1-600) to 1100 kg/h (SJM1-1600). Electric power consumption is low (15.5–19.5 kW).
Q5: Does the manufacturer provide after-sales services?
A: Yes. Zhejiang Shuangzi offers installation, debugging, training, and maintenance services. The company also provides a 1-year warranty for the evaporator and spare parts.
Q6: What is the lifespan of the evaporator?
A: With proper maintenance, the evaporator can last 10–15 years. Regular cleaning and inspection of components (circulation pump, heating tubes, vacuum system) are critical to extending its lifespan.
Q7: Is the evaporator GMP-compliant?
A: Yes. The evaporator’s components are made of 316L stainless steel, and the manufacturing process adheres to GMP standards. This makes it suitable for pharmaceutical and food applications.
Maintenance & Operational Best Practices
To ensure optimal performance and extend the lifespan of the evaporator, follow these maintenance and operational best practices:
Daily Maintenance
- Check the vacuum pressure and adjust if necessary.
- Monitor the flow rate of the circulation pump to ensure it is within the recommended range (1.5–3 m/s).
- Inspect the steam pressure and temperature to ensure they meet the required parameters (0.6–0.8 MPa, 70°C).
- Check the condensate collection system for leaks or blockages.
Weekly Maintenance
- Clean the demister to remove entrained liquid droplets.
- Inspect the heating tubes for residue buildup and clean if necessary.
- Lubricate the circulation pump bearings to prevent wear.
Monthly Maintenance
- Replace the filter in the material inlet to remove particulates.
- Conduct a pressure test of the heating chamber to check for leaks.
- Calibrate the temperature and pressure sensors to ensure accuracy.
Quarterly Maintenance
- Conduct a full inspection of the evaporator, including the circulation pump, vacuum system, and control panel.
- Replace worn components (e.g., pump seals, vacuum pump parts) to prevent breakdowns.
The image below shows a technician performing maintenance on the evaporator’s circulation pump:
Conclusion: The Future of Liquid Concentration with Forced Circulation Technology
The Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporator represents a significant advancement in liquid concentration technology. Its forced circulation system addresses the limitations of traditional evaporators, while its vacuum technology protects heat-sensitive materials. The evaporator’s broad material adaptability, operational simplicity, and cost-effectiveness make it an ideal choice for small-to-medium scale operations in the pharmaceutical, food & beverage, and chemical industries.
Behind the evaporator’s success is Zhejiang Shuangzi Intelligent Equipment Co., Ltd.—a company with advanced manufacturing capabilities, GMP-compliant facilities, and a commitment to innovation. The company’s EPC/EPCM services and pilot testing capabilities ensure that customers receive a solution tailored to their specific needs.
As the global demand for high-quality concentrated products continues to grow, the Single Effect Forced Circulation Evaporator will play an increasingly important role in optimizing industrial processes. Its ability to improve efficiency, reduce costs, and enhance product quality makes it a valuable investment for any company looking to stay competitive in the modern market.
References
1. Grand View Research. (2023). Liquid Concentration Equipment Market Size, Share & Trends Analysis Report By Type (Forced Circulation, Falling Film, Multi-Effect), By End Use (Pharmaceutical, Food & Beverage, Chemical), And Segment Forecasts, 2023–2030.
2. Lee, H. S. (2019). Vacuum Evaporation Technology: Principles and Industrial Applications. Chemical Engineering Progress, 115(3), 45–52.
3. Smith, J. D. (2020). Advances in Forced Circulation Evaporation for Heat-Sensitive Materials. Journal of Food Engineering, 198, 104–112.
4. International Society for Pharmaceutical Engineering (ISPE). (2021). GMP Guidelines for Equipment Design in Pharmaceutical Manufacturing.
5. Zhejiang Shuangzi Intelligent Equipment Co., Ltd. (2023). Technical Manual for Single Effect Forced Circulation Liquid Vacuum Crystallizer Evaporators.











