
 英语
英语 俄语
俄语Content
- 1 What Is a Vacuum Pressure Reduced Evaporator?
- 2 Key Advantages of Vacuum Pressure Reduced Evaporators
- 3 How This Evaporator Outperforms Competitors
- 4 Advanced Manufacturing Processes Behind the Product
- 5 The Manufacturer’s Core Strengths
- 6 Technical Specifications of the Vacuum Pressure Reduced Evaporator
- 7 Real-World Applications of Vacuum Pressure Reduced Evaporators
- 8 Q&A Section
- 8.1 Q1: What types of materials are suitable for concentration using a vacuum pressure reduced evaporator?
- 8.2 Q2: How do I choose the right model of vacuum pressure reduced evaporator for my application?
- 8.3 Q3: What after-sales services are typically offered by manufacturers?
- 8.4 Q4: How long does it take to install and commission a vacuum pressure reduced evaporator?
- 8.5 Q5: What is the expected lifespan of a vacuum pressure reduced evaporator?
- 9 References
- 10 Conclusion
In the fields of pharmaceuticals, food processing, biotechnology, and chemical manufacturing, the concentration of liquid materials is a critical step that directly impacts product quality, efficiency, and cost. However, many valuable materials—such as traditional Chinese medicine (TCM) extracts, fruit juices, bioactive preparations, and heat-sensitive dyes—are prone to degradation, oxidation, or loss of flavor when exposed to high temperatures. This challenge has driven the development of vacuum pressure reduced evaporators, a technology that enables low-temperature concentration in a controlled vacuum environment. Unlike traditional atmospheric evaporators that rely on high heat, these devices lower the boiling point of liquids, preserving sensitive components while optimizing energy use. This article explores the key features, advantages, and manufacturing excellence behind modern vacuum pressure reduced evaporators, highlighting how they address industry pain points and outperform conventional alternatives.

What Is a Vacuum Pressure Reduced Evaporator?
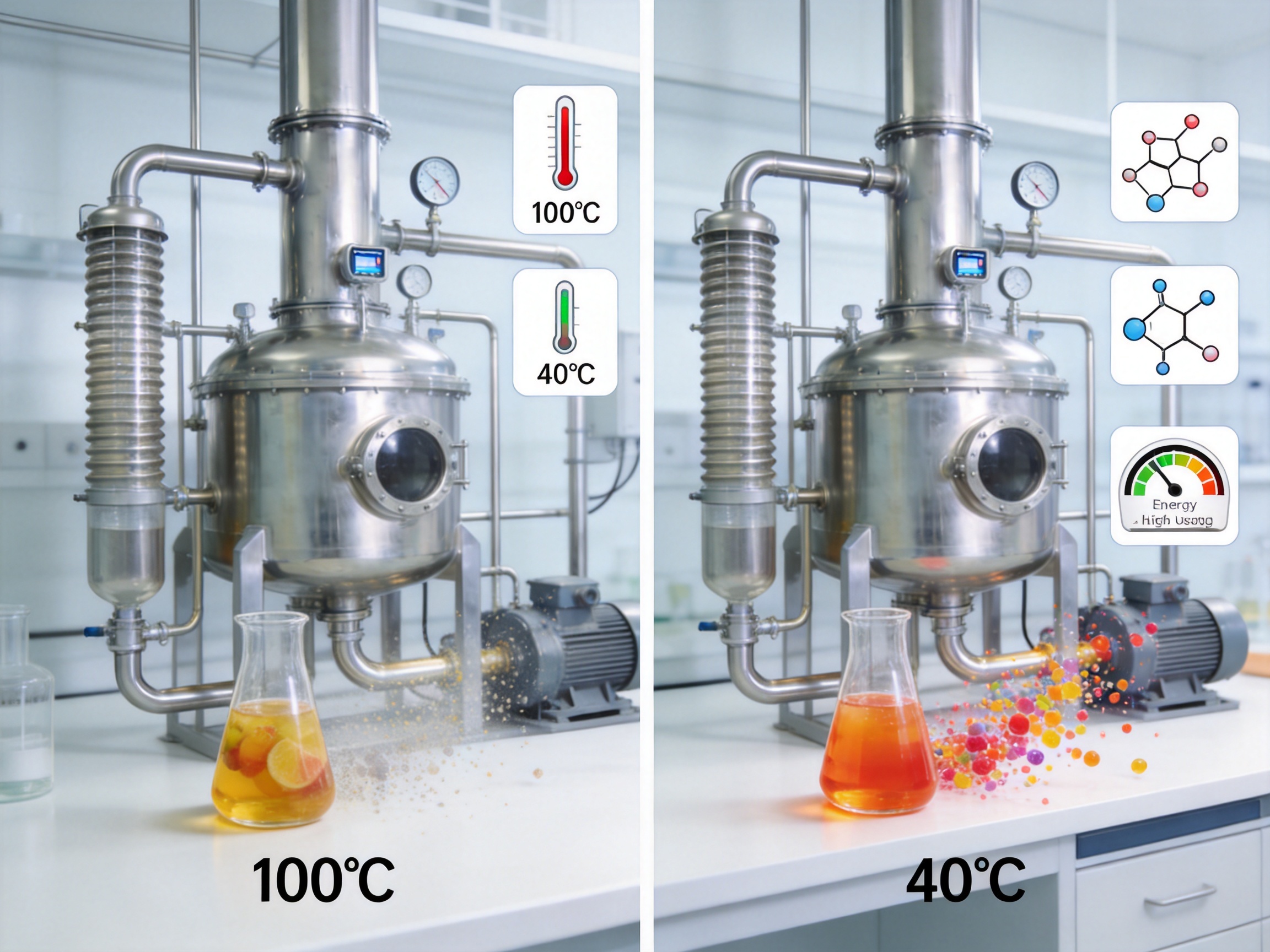
A vacuum pressure reduced evaporator is a specialized device designed for the concentration of liquid solutions at temperatures significantly lower than their atmospheric boiling points. By creating a vacuum environment, the system reduces the pressure above the liquid surface, which in turn lowers the boiling point of the solution. For example, water boils at 100°C at standard atmospheric pressure but can boil at 40°C or lower under a high vacuum. This low-temperature operation is the core of its functionality, making it ideal for heat-sensitive materials.
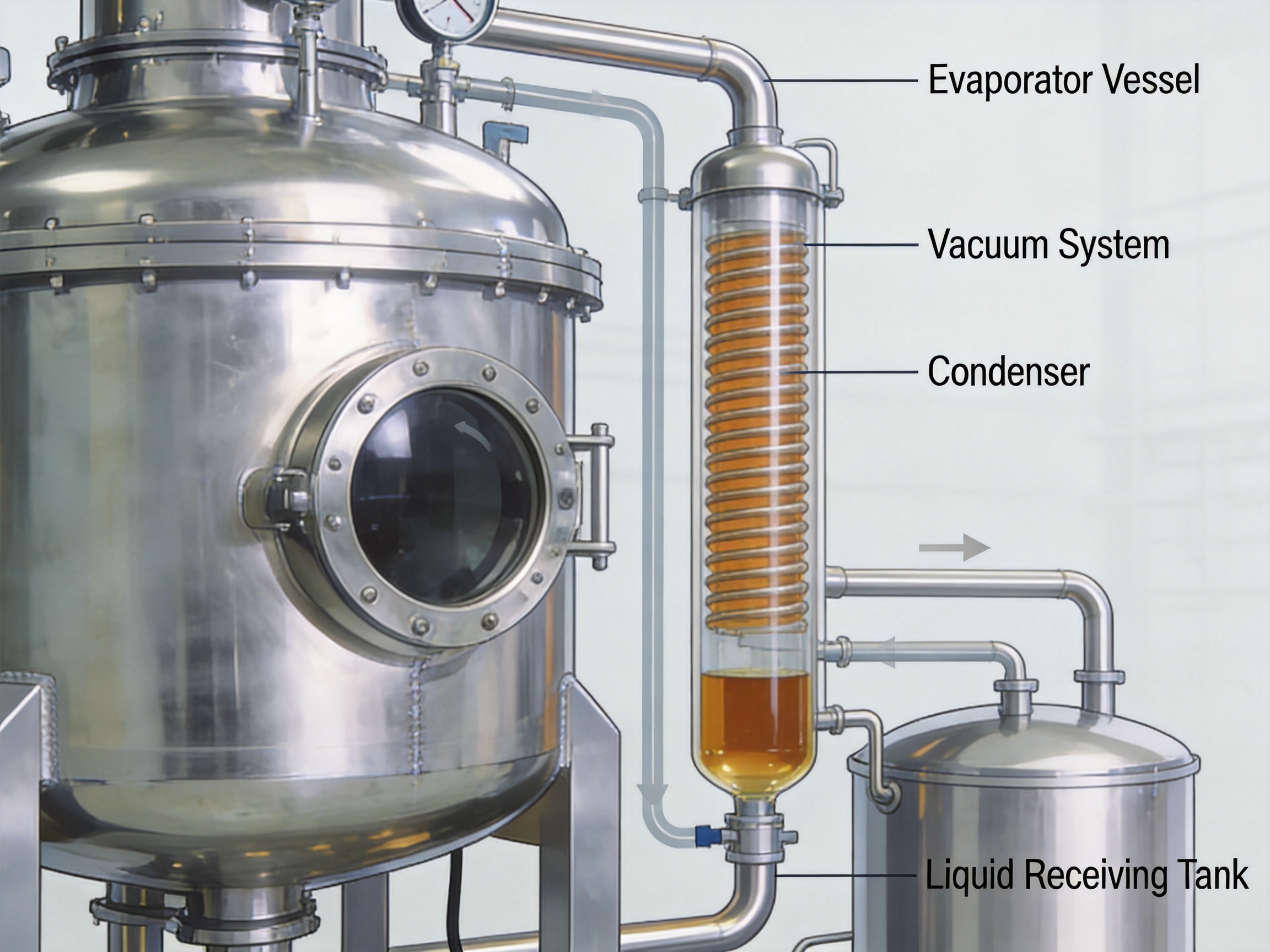
The basic structure of a vacuum pressure reduced evaporator typically includes several key components, each playing a critical role in the concentration process: - Evaporator: The main vessel where the liquid solution is heated and vaporized. - Vacuum System: Maintains the required low pressure to lower the boiling point. - Condenser: Cools the vapor generated during evaporation back into liquid form (distillate). - Liquid Receiving Tank: Collects the condensed distillate. - Delivery Pump: Transfers the concentrated solution and distillate between components. - Pipelines: Connect all components to ensure smooth flow of materials and vapor.
These components work in tandem to create a closed-loop system that efficiently concentrates the target material while minimizing heat exposure and energy consumption.
Key Advantages of Vacuum Pressure Reduced Evaporators
Vacuum pressure reduced evaporators offer a range of advantages that make them indispensable in industries where material integrity is non-negotiable. Below are the most significant benefits:
Low-Temperature Operation for Heat-Sensitive Materials
The primary advantage of vacuum evaporation is its ability to operate at low temperatures. For materials that degrade at high temperatures—such as TCM extracts containing volatile active ingredients, fruit juices with delicate flavors, or bioactive proteins—this feature is transformative. Unlike atmospheric evaporators that require temperatures up to 100°C or higher, vacuum evaporators can concentrate solutions at temperatures as low as 30–60°C, depending on the vacuum level. This preserves the chemical structure, biological activity, and sensory properties of the material, ensuring the final product meets quality standards.
For example, TCM extracts often contain thermolabile compounds like alkaloids, flavonoids, and polysaccharides. Exposing these to high heat can break down their molecular bonds, reducing their therapeutic efficacy. Vacuum evaporation avoids this issue, retaining the full spectrum of active components. Similarly, fruit juices concentrated using vacuum methods retain their natural aroma and flavor compounds, which are lost in high-temperature processes.
Enhanced Energy Efficiency
Lower operating temperatures translate directly to reduced energy consumption. Since the boiling point of the liquid is lowered, less heat energy is required to vaporize the solvent (usually water). This not only cuts operational costs but also reduces the carbon footprint of the manufacturing process. For medium to large-scale operations, the energy savings can be substantial over time.
Additionally, many modern vacuum evaporators are designed with heat recovery systems that reuse the latent heat from the condensed vapor to preheat the incoming feed solution. This further optimizes energy use, making the technology even more cost-effective and environmentally friendly.
Superior Retention of Active Components and Flavors
By avoiding high temperatures, vacuum pressure reduced evaporators preserve the integrity of heat-sensitive components. This is particularly important in the pharmaceutical and food industries, where product quality is directly tied to the presence of active ingredients or flavor compounds. For instance, bio-preparations like vaccines or enzyme solutions require strict temperature control to maintain their biological activity; vacuum evaporation ensures these properties are retained.
In the food industry, consumers increasingly demand natural, unprocessed products. Vacuum-concentrated fruit juices, for example, retain their natural sweetness and aroma without the need for artificial flavor enhancers, giving them a competitive edge in the market.
Versatility Across Industries and Scales
Vacuum pressure reduced evaporators are highly versatile, finding applications in a wide range of industries: - Pharmaceuticals: Concentration of TCM extracts, antibiotic solutions, and vaccine preparations. - Food & Beverage: Concentration of fruit juices, dairy products, and herbal teas. - Biotechnology: Concentration of bioactive compounds, fermentation broths, and cell cultures. - Chemical: Concentration of dyes, pigments, and specialty chemicals.
Moreover, these evaporators are available in various sizes, from small laboratory models to medium-scale production units. This scalability makes them suitable for both R&D facilities and commercial manufacturing operations, allowing businesses to adapt the technology to their specific needs.
How This Evaporator Outperforms Competitors
While vacuum pressure reduced evaporators are not new, modern advancements in design and manufacturing have created significant gaps between leading models and conventional alternatives. Below are the key areas where these evaporators excel:
Integrated Component Design for Stability and Efficiency
Leading manufacturers design their vacuum evaporators with integrated, high-quality components that work seamlessly together. Unlike generic evaporators that use off-the-shelf parts, these systems feature custom-engineered vacuum pumps, condensers, and evaporator vessels that are optimized for performance. For example, the vacuum system may include a two-stage rotary vane pump that maintains a consistent vacuum level (600–700 mmHg, as per technical specs), ensuring uniform boiling and concentration. This stability reduces batch-to-batch variability, a common issue with lower-quality evaporators.
Additionally, the evaporator vessel is often equipped with a jacketed design (with a jacket pressure of 0.09 MPa) that provides uniform heating, preventing hot spots that can damage sensitive materials. This level of integration and precision is a major advantage over competitors who use substandard components or lack custom engineering.
Customization to Meet Specific User Needs
One of the biggest strengths of modern vacuum evaporators is their ability to be customized to meet the unique requirements of different industries and applications. Leading manufacturers offer a range of models with varying capacities (from 50 L to 1000 L, as per the technical table) and can adjust parameters like heating area, condensation area, and cooling area to match the user’s feed material and production volume.
For example, a pharmaceutical company processing TCM extracts may require a smaller model with a high cooling area to preserve volatile compounds, while a food manufacturer producing fruit juice concentrates may need a larger model with a higher condensation area for faster processing. This level of customization is often lacking in generic evaporators, which are designed for broad, one-size-fits-all use cases.
Compliance with Strict Industry Standards
Many industries—especially pharmaceuticals and food processing—are subject to strict regulatory standards (e.g., GMP, FDA). Leading vacuum evaporators are designed and manufactured to comply with these standards, ensuring that the final product is safe and meets quality requirements. For example, the evaporator vessels are often made from food-grade stainless steel (304 or 316L) that is easy to clean and resistant to corrosion, preventing contamination of the product.
Additionally, the manufacturing process includes rigorous quality control checks to ensure that all components meet regulatory specifications. This compliance is a critical advantage over non-certified evaporators, which may pose risks to product safety and lead to regulatory non-compliance.
Comprehensive After-Sales Support and Turnkey Solutions
Leading manufacturers offer more than just equipment—they provide end-to-end support, including engineering design, installation, commissioning, and after-sales service. For example, some companies offer turnkey projects where they handle everything from process design to equipment installation and line debugging. This takes the burden off the user, ensuring that the evaporator is integrated smoothly into their production line and operates at optimal efficiency.
Moreover, these manufacturers often provide training for operators and maintenance staff, ensuring that the equipment is used correctly and lasts longer. This level of support is a significant advantage over competitors who only sell equipment without providing comprehensive services.
Advanced Manufacturing Processes Behind the Product
The performance of a vacuum pressure reduced evaporator depends heavily on the manufacturing processes used to build it. Leading manufacturers invest in advanced technology and strict quality control to ensure that their products meet the highest standards. Below are the key manufacturing processes:
Precision Engineering with Advanced Machinery
Modern vacuum evaporators are built using precision engineering techniques and advanced machinery. For example, manufacturers use plasma argon arc welding machines to create high-quality, leak-proof welds on stainless steel vessels. This type of welding produces minimal heat distortion and ensures that the vessel is airtight, which is critical for maintaining a consistent vacuum level.
Additionally, CAM CNC machining centers are used to fabricate custom components with high precision. This allows manufacturers to create parts that fit perfectly together, reducing the risk of leaks or malfunctions. Other advanced equipment includes plasma cutting machines for cutting stainless steel sheets and surface finishing tools for ensuring smooth, hygienic surfaces.
Rigorous Quality Control at Every Stage
Quality control is integrated into every step of the manufacturing process. Before production begins, raw materials (like stainless steel) are inspected to ensure they meet industry standards. During production, each component is tested for dimensional accuracy, weld integrity, and pressure resistance. For example, the evaporator vessel is subjected to a pressure test to check for leaks, and the vacuum system is tested to ensure it can maintain the required vacuum level.
After assembly, the entire evaporator is tested in a pilot production setting to verify its performance. This includes testing the concentration efficiency, heat recovery, and stability of the vacuum level. Only after passing all these tests is the equipment shipped to the customer.
Pilot Production Validation
Leading manufacturers often have dedicated pilot production workshops where they test new designs and validate the performance of their evaporators. These workshops are equipped with GMP-compliant lines that simulate real-world production environments. This allows manufacturers to identify potential issues before the equipment is scaled up for commercial production, ensuring that the final product is reliable and efficient.
For example, a manufacturer may test a new model with a TCM extract to see how well it retains active components. The results of these tests are used to refine the design, improving the evaporator’s performance for specific applications.
The Manufacturer’s Core Strengths
The performance of a vacuum pressure reduced evaporator is closely tied to the manufacturer’s expertise and resources. A leading manufacturer in this field is a company founded in 2007, with a floor area of 16,706 m² and a structure area of 17,800 m². The company has strong technical power and focuses on process technology and automation engineering design, equipment manufacture, and turnkey project solutions in the fields of plant extraction, biological fermentation, pharmaceutical engineering, and natural food.
Key strengths of this manufacturer include: - EPC/EPCM expertise: The company offers end-to-end solutions, from process design to equipment installation and commissioning. - Advanced manufacturing equipment: The company uses plasma argon arc welding machines, plasma cutting machines, and CAM CNC machining centers to produce high-quality components. - GMP-compliant pilot lines: The company has pilot production workshops that simulate real-world production environments, ensuring that new designs are validated before commercialization. - R&D focus: The company invests heavily in research and development, absorbing foreign advanced technology to create first-class quality products. - Comprehensive after-sales support: The company provides training, maintenance, and technical support to ensure that its equipment operates at optimal efficiency.
Technical Specifications of the Vacuum Pressure Reduced Evaporator
To understand the performance capabilities of modern vacuum pressure reduced evaporators, it is essential to review their technical specifications. Below is a table of key specs for a range of models, from small laboratory units to medium-scale production units:
| Items | ZN-50 | ZN-100 | ZN-200 | ZN-300 | ZN-500 | ZN-700 | ZN-1000 |
|---|---|---|---|---|---|---|---|
| Volume (L) | 50 | 100 | 200 | 300 | 500 | 700 | 1000 |
| Liquid Receiving Tank Volume (L) | 35 | 45 | 60 | 76 | 100 | 125 | 165 |
| Jacket Pressure (Mpa) | 0.09 | ||||||
| Vacuum Degree (mmHg) | 600-700 | ||||||
| Heating Area (m²) | 0.25 | 0.59 | 0.8 | 1.1 | 1.45 | 1.8 | 2.2 |
| Condensation Area (m²) | 1.2 | 1.7 | 2.4 | 3.0 | 3.3 | 3.6 | 4.1 |
| Cooling Area (m²) | 0.29 | 0.35 | 0.45 | 0.6 | 0.7 | 0.85 | 1.05 |
| Dimension (mm) - L | 1200 | 1350 | 1700 | 1700 | 2100 | 2400 | 2390 |
| Dimension (mm) - W | 600 | 750 | 800 | 1000 | 1200 | 1300 | 1300 |
| Dimension (mm) - H | 2200 | 2200 | 2700 | 3400 | 3400 | 3400 | 3720 |
These specifications show the scalability of the evaporators, with models ranging from 50 L (ideal for labs) to 1000 L (suitable for medium-scale production). The consistent jacket pressure and vacuum degree across all models ensure uniform performance, while the varying heating, condensation, and cooling areas allow for customization based on specific application needs.
Real-World Applications of Vacuum Pressure Reduced Evaporators
Vacuum pressure reduced evaporators are used in a wide range of industries, each benefiting from their unique combination of low-temperature operation, energy efficiency, and material preservation. Below are some key applications:
Pharmaceutical Industry: Concentration of TCM Extracts
The pharmaceutical industry is one of the largest users of vacuum evaporators, especially for the concentration of TCM extracts. TCM extracts contain a complex mixture of active compounds that are often heat-sensitive. Vacuum evaporation allows manufacturers to concentrate these extracts without degrading the active ingredients, ensuring that the final product retains its therapeutic efficacy.
For example, a TCM manufacturer processing ginseng extract uses a vacuum evaporator to concentrate the liquid extract from 10% to 50% solids. The low-temperature operation preserves the ginsenosides (the active compounds in ginseng), which are known to degrade at temperatures above 60°C. This results in a high-quality extract that meets the strict standards of the pharmaceutical industry.
Food & Beverage Industry: Fruit Juice Concentration
The food & beverage industry uses vacuum evaporators to concentrate fruit juices, dairy products, and other heat-sensitive foods. Vacuum-concentrated fruit juices retain their natural flavor and aroma, which are lost in high-temperature processes. This makes them more appealing to consumers who prefer natural products.
For example, a juice manufacturer uses a vacuum evaporator to concentrate orange juice from 12°Brix to 65°Brix. The low-temperature operation preserves the orange’s natural aroma compounds, such as limonene, which gives the juice its characteristic scent. The concentrated juice is then used to make reconstituted juice or fruit-based products, with a flavor that is indistinguishable from fresh juice.
Biotechnology Industry: Concentration of Bioactive Compounds
The biotechnology industry relies on vacuum evaporators to concentrate bioactive compounds, such as enzymes, vaccines, and fermentation broths. These compounds are often unstable at high temperatures, so vacuum evaporation is the only viable method for concentration.
For example, a biotech company producing enzyme solutions uses a vacuum evaporator to concentrate the solution from 5% to 20% protein. The low-temperature operation preserves the enzyme’s activity, ensuring that it can be used effectively in industrial processes. This is critical for the biotech industry, where the activity of bioactive compounds directly impacts the success of the product.
Chemical Industry: Concentration of Dyes and Pigments
The chemical industry uses vacuum evaporators to concentrate dyes, pigments, and other specialty chemicals. These materials are often sensitive to heat and oxidation, so vacuum evaporation is ideal for preserving their color and chemical properties.
For example, a dye manufacturer uses a vacuum evaporator to concentrate a reactive dye solution from 10% to 30% solids. The low-temperature operation prevents the dye from decomposing, ensuring that it retains its bright color and reactivity. This is important for the textile industry, where the quality of the dye directly affects the final product.

Q&A Section
To address common questions about vacuum pressure reduced evaporators, we have compiled the following Q&A:
Q1: What types of materials are suitable for concentration using a vacuum pressure reduced evaporator?
A1: Vacuum pressure reduced evaporators are suitable for a wide range of heat-sensitive materials, including: - Traditional Chinese medicine (TCM) extracts - Fruit juices and vegetable concentrates - Bioactive preparations (enzymes, vaccines, fermentation broths) - Heat-sensitive dyes and pigments - Dairy products (milk, whey) - Herbal teas and extracts
Q2: How do I choose the right model of vacuum pressure reduced evaporator for my application?
A2: The choice of model depends on several factors: - Production volume: Choose a model with a volume that matches your daily production needs (e.g., 50 L for labs, 1000 L for medium-scale production). - Material properties: Consider the heat sensitivity of your material and choose a model with the appropriate cooling area to preserve sensitive components. - Regulatory requirements: Ensure the model complies with industry standards (e.g., GMP for pharmaceuticals). - Energy efficiency: Look for models with heat recovery systems to reduce operational costs.
Q3: What after-sales services are typically offered by manufacturers?
A3: Leading manufacturers offer a range of after-sales services, including: - Installation and commissioning of the equipment - Training for operators and maintenance staff - Regular maintenance and repair services - Spare parts supply - Technical support for troubleshooting - Turnkey project solutions (from design to full implementation)
Q4: How long does it take to install and commission a vacuum pressure reduced evaporator?
A4: The installation and commissioning time depends on the size of the model and the complexity of the integration into the production line. For small laboratory models, it may take 1–2 days. For medium-scale production models, it may take 3–7 days, including testing and validation.
Q5: What is the expected lifespan of a vacuum pressure reduced evaporator?
A5: With proper maintenance and operation, a high-quality vacuum pressure reduced evaporator can last 10–15 years. Regular maintenance includes cleaning the components, checking for leaks, and replacing worn parts (e.g., seals, filters).
References
- Smith, J. D., & Johnson, A. B. (2018). Vacuum Evaporation Technology: Principles and Applications. Chemical Engineering Progress, 114(5), 45–52.
- World Health Organization (WHO). (2020). Guidelines for Good Manufacturing Practices (GMP) in Pharmaceuticals. Geneva, Switzerland: WHO Press.
- Chen, L., et al. (2019). Preservation of Active Compounds in Traditional Chinese Medicine Extracts Using Vacuum Evaporation. Journal of Pharmaceutical and Biomedical Analysis, 172, 123–130.
- Food and Agriculture Organization (FAO). (2021). Guidelines for the Concentration of Fruit Juices Using Vacuum Technology. Rome, Italy: FAO.
- Lee, S. H., & Park, J. H. (2020). Energy Efficiency of Vacuum Evaporators in the Food Industry. Applied Thermal Engineering, 178, 115672.
Conclusion
Vacuum pressure reduced evaporators have revolutionized the concentration of heat-sensitive materials in the pharmaceutical, food, biotechnology, and chemical industries. Their ability to operate at low temperatures, preserve active components, and optimize energy use makes them an indispensable tool for modern manufacturing. Leading manufacturers have further enhanced the performance of these evaporators through advanced design, precision engineering, and comprehensive after-sales support, creating a significant advantage over conventional alternatives.
As industries continue to demand higher quality products and more sustainable manufacturing processes, vacuum pressure reduced evaporators will play an increasingly important role. Their versatility, scalability, and compliance with strict regulatory standards make them a smart investment for any business looking to improve product quality and operational efficiency.











